transkript
1 ROSSIYA FEDERASİYASI TA'LIM VA FAN VAZIRLIGI "MILLIY TADQIQOT TOMSK POLİTEXNIK UNIVERSITETI" Federal davlat avtonom oliy ta'lim muassasasi A.S. Spiridonova, N.M. Natalinova METROLOGIYA, STANDARTLASHTIRISH VA SERTIFIKATSIYA BO'YICHA SEMINAR Tomsk politexnika universiteti nashriyoti 2014 yil Tomsk politexnika universiteti tahririyat va nashriyot kengashi tomonidan o'quv qo'llanma sifatida tavsiya etilgan.
2 UDK (076.5) LBC ya73 S72 S72 Spiridonova A.S. Metrologiya, standartlashtirish va sertifikatlashtirish bo'yicha seminar: darslik / A.S. Spiridonova, N.M. Natalinova; Tomsk politexnika universiteti. Tomsk: Tomsk politexnika universiteti nashriyoti, p. Qo‘llanma oltita laboratoriya ishi va to‘rtta amaliy mashg‘ulotdan iborat bo‘lib, ularda bajarilgan ish himoyasiga tayyorgarlik ko‘rish uchun zarur nazariy materiallar va nazorat savollari berilgan. U barcha yo'nalish talabalari uchun metrologiyaning nazariy asoslarini, o'lchash usullarini, fizik kattaliklarning qiymatlarini o'lchash tartibini va o'lchov natijalarini qayta ishlash qoidalarini, o'lchovlarning noaniqligini baholashni, metrologiyaning huquqiy asoslarini mustahkamlash uchun mo'ljallangan. shuningdek, standartlashtirish faoliyatining nazariy qoidalari, qurilish tamoyillari va standartlar, komplekslar standartlari va boshqa me'yoriy hujjatlardan foydalanish qoidalari. UDC (076.5) LBC Ya73 Taqrizchilar texnika fanlari nomzodi, TDUAE dotsenti A.A. Alekseev kimyo fanlari nomzodi, TDU dotsenti N.A. Gavrilenko FGAOU VO NR TPU, 2014 Spiridonova A.S., Natalinova N.M., 2014 yil Dizayn. Tomsk politexnika universiteti nashriyoti, 2014 yil
3 KIRISh Metrologiya va standartlashtirish ko'p qirrali faoliyatning muhim jihati bo'lgan mahsulotlar, ishlar va xizmatlar sifati va xavfsizligini ta'minlash vositalaridir. Sifat va xavfsizlik tovarlarni sotishda asosiy omillardir. “Metrologiya, standartlashtirish va sertifikatlashtirish” fanini o‘qitishdan maqsad ishlab chiqarish va boshqa faoliyat samaradorligini ta’minlash uchun tushunchalarni taqdim etish, talabalarda standartlashtirish, metrologiya va muvofiqlikni baholash yo‘nalishlari bo‘yicha bilim, ko‘nikma va malakalarini shakllantirishdan iborat. Fanni o‘rganish natijasida talaba quyidagi kompetensiyalarga ega bo‘lishi kerak: maqsad, tamoyillari, qo‘llanish sohalari, ob’ektlari, sub’ektlari, vositalari, usullari, standartlashtirish, metrologiya, muvofiqlikni baholash faoliyatining me’yoriy-huquqiy asoslarini bilish; texnik va metrologik qonun hujjatlarini qo‘llay olishi; me'yoriy hujjatlar bilan ishlash; muvofiqlikni tasdiqlash shakllarini tan olish; xalqaro va milliy o‘lchov birliklarini farqlay olish; amaldagi federal qonunlar, kasbiy faoliyatni amalga oshirish uchun zarur bo'lgan me'yoriy-texnik hujjatlar bilan ishlash tajribasiga ega bo'lish. Ish barcha mutaxassisliklar talabalari uchun "Metrologiya, standartlashtirish va sertifikatlashtirish" fanidan Oliy kasbiy ta'limning Davlat ta'lim standarti (FSES HPE va TPU OOP standartlari) talablariga javob beradi. Ushbu qo'llanma metrologiyaning nazariy asoslarini, o'lchash usullarini, fizik kattaliklarning qiymatlarini o'lchash tartibini va o'lchov natijalarini qayta ishlash qoidalarini, metrologiyaning huquqiy asoslarini, shuningdek standartlashtirish va sertifikatlashtirishning nazariy qoidalarini birlashtirishga mo'ljallangan. faoliyati, qurilish tamoyillari va standartlardan foydalanish qoidalari, standartlar to'plami va boshqa me'yoriy hujjatlar. 3
4 1-BO'lim. METROLOGIYA LABORATORIYa ISHI 1 O'CHISH ASBORALARINI TASNIFI VA NOMAL METROLOGIK XUSUSIYATLARI 1.1. Asosiy tushunchalar va ta'riflar RMG ga muvofiq o'lchov vositasi - bu o'lchovlar uchun mo'ljallangan, normallashtirilgan metrologik xususiyatlarga ega bo'lgan, o'lchami o'zgarmagan holda (belgilangan xato ichida) fizik miqdor birligini ko'paytirish va (yoki) saqlash uchun mo'ljallangan texnik vosita. ) ma'lum vaqt oralig'i uchun. Fan va texnikaning turli sohalarida qo'llaniladigan o'lchov asboblari (SI) nihoyatda xilma-xildir. Biroq, ushbu to'plam uchun qo'llash sohasidan qat'i nazar, barcha SIga xos bo'lgan ba'zi umumiy xususiyatlarni ajratib ko'rsatish mumkin. Bu xususiyatlar turli SI tasniflarining asosini tashkil qiladi, ulardan ba'zilari quyida keltirilgan. O'lchov vositalarining tasnifi Texnik maqsadiga ko'ra: Fizik miqdor o'lchovi - bu bir yoki bir nechta berilgan o'lchamdagi jismoniy miqdorni ko'paytirish va (yoki) saqlash uchun mo'ljallangan, ularning qiymatlari belgilangan birliklarda ifodalangan va ma'lum bo'lgan o'lchov vositasi. kerakli aniqlik bilan; Quyidagi turdagi o'lchovlar ajratiladi: bir qiymatli o'lchov - bir xil o'lchamdagi fizik miqdorni (masalan, 1 kg og'irlikdagi, doimiy sig'imli kondansatkichni) takrorlaydigan o'lchov; ko'p qiymatli o'lchov - har xil o'lchamdagi fizik miqdorni takrorlaydigan o'lchov (masalan, uzunlikning chiziqli o'lchovi, o'zgaruvchan sig'imli kondansatkich); chora-tadbirlar majmui bir xil jismoniy o'lchamdagi turli o'lchamdagi, ham alohida, ham turli kombinatsiyalarda amaliy foydalanish uchun mo'ljallangan o'lchovlar majmuasi (masalan, o'lchov bloklari to'plami); chora-tadbirlar do'koni - tizimli ravishda bitta qurilmaga birlashtirilgan chora-tadbirlar majmui, unda ularni turli xil kombinatsiyalarda ulash uchun qurilmalar mavjud (masalan, elektr qarshiliklar do'koni). 4
5 O'lchash moslamasi - belgilangan diapazonda o'lchangan jismoniy miqdorning qiymatlarini olish uchun mo'ljallangan o'lchov vositasi. O'lchov moslamasi, qoida tariqasida, o'lchangan qiymatni o'lchash ma'lumotlarining signaliga aylantirish va uni idrok etish uchun eng qulay shaklda indekslash uchun qurilmani o'z ichiga oladi. Ko'pgina hollarda, displey qurilmasi o'q yoki boshqa qurilma, qalam yoki raqamli displey bilan diagrammaga ega, buning yordamida jismoniy miqdorning qiymatlarini o'qish yoki ro'yxatdan o'tkazish mumkin. Chiqish qiymatining turiga qarab analog va raqamli o'lchash asboblari farqlanadi. Analog o'lchash asbobi - ko'rsatkichlari (yoki chiqish signali) o'lchangan miqdorning uzluksiz funktsiyasi (masalan, ko'rsatkichli voltmetr, simobli shisha termometr) bo'lgan o'lchov asbobidir. Raqamli hisoblagich - bu o'qishlari raqamli shaklda taqdim etilgan hisoblagich. Raqamli qurilmada o'lchov ma'lumotlarining kirish analog signali raqamli kodga aylantiriladi va o'lchov natijasi raqamli displeyda ko'rsatiladi. Chiqish qiymatini taqdim etish shakliga ko'ra (o'lchangan qiymatning qiymatlarini ko'rsatish usuli bo'yicha) o'lchov vositalari ko'rsatuvchi va qayd qiluvchi o'lchov vositalariga bo'linadi. ko'rsatuvchi o'lchov vositasi - faqat o'lchangan miqdorning ko'rsatkichlarini (mikrometr, analog yoki raqamli voltmetr) o'qishga imkon beruvchi o'lchov vositasi. ro'yxatga olish o'lchash moslamasi o'lchash moslamasi, unda ko'rsatkichlarni yozib olish ta'minlanadi. O'lchangan qiymat qiymatlarini ro'yxatdan o'tkazish analog yoki raqamli shaklda, diagramma shaklida qog'oz yoki magnit lenta (termograf yoki, masalan, kompyuter bilan bog'liq bo'lgan o'lchash moslamasi) ga chop etish orqali amalga oshirilishi mumkin. displey va o'qishlarni chop etish uchun qurilma). Harakatiga ko'ra, o'lchov asboblari integratsiya va yig'ish vositalariga bo'linadi. To'g'ridan-to'g'ri ta'sir qiluvchi qurilmalar va taqqoslash moslamalari ham mavjud.O'lchov o'tkazgich - o'lchangan qiymatni boshqa qiymatga yoki qayta ishlash, saqlash, keyingi o'zgartirish, ko'rsatish yoki uzatish uchun qulay bo'lgan o'lchash signaliga aylantirish uchun xizmat qiluvchi standart metrologik xarakteristikaga ega texnik vosita. Olingan qiymat 5
6 yoki o'lchash signali kuzatuvchiga to'g'ridan-to'g'ri kirish imkoniga ega emas, ular konvertatsiya koeffitsienti orqali aniqlanadi. O'lchov o'tkazgich yoki o'lchash moslamasining bir qismidir (o'lchovni sozlash, o'lchash tizimi) yoki har qanday o'lchash asbobi bilan birga ishlatiladi. O'tkazish xarakteriga ko'ra analog, raqamli-analog, analog-raqamli konvertorlar farqlanadi. O'lchov sxemasidagi o'rniga ko'ra birlamchi va oraliq konvertorlar ajralib turadi. Shuningdek, masshtabli va uzatuvchi konvertorlar ham mavjud. Misollar: termoelektrik termometrdagi termojuft, o'lchash oqimi transformatori, elektro-pnevmatik konvertor. O'lchov o'rnatish - bu bir yoki bir nechta jismoniy miqdorlarni o'lchash uchun mo'ljallangan va bir joyda joylashgan funktsional jihatdan birlashtirilgan o'lchovlar, o'lchov asboblari, o'lchash transduserlari va boshqa qurilmalar to'plami. Tekshirish uchun ishlatiladigan o'lchash moslamasi kalibrlash sozlamalari deb ataladi. Standartning bir qismi bo'lgan o'lchash moslamasi mos yozuvlar o'rnatish deb ataladi. Ba'zi yirik o'lchash moslamalari mahsulotni tavsiflovchi fizik miqdorlarni aniq o'lchash uchun mo'ljallangan o'lchov mashinalari deb ataladi. Misollar: elektr materiallarining qarshiligini o'lchash uchun o'rnatish, magnit materiallarni sinash uchun o'rnatish. O'lchov tizimi - bu ob'ektga xos bo'lgan bir yoki bir nechta jismoniy miqdorlarni o'lchash va hosil qilish uchun boshqariladigan ob'ektning turli nuqtalarida joylashgan o'lchov o'tkazgichlari, kompyuterlar va boshqa texnik vositalar va boshqalar. turli maqsadlar uchun signallarni o'lchash. Maqsadiga ko'ra o'lchov tizimlari o'lchov ma'lumotlariga, o'lchashni boshqarishga, o'lchashni boshqarish tizimlariga va boshqalarga bo'linadi.O'lchov vazifasining o'zgarishiga qarab qayta konfiguratsiya qilinadigan o'lchov tizimi moslashuvchan o'lchov tizimi (GIS) deb ataladi. Misollar: issiqlik elektr stantsiyasining o'lchash tizimi, bu turli quvvat bloklarida bir qator fizik miqdorlarni o'lchash ma'lumotlarini olish imkonini beradi. U yuzlab o'lchov kanallarini o'z ichiga olishi mumkin; kosmosda bir-biridan sezilarli masofada joylashgan bir qator o'lchash va hisoblash komplekslaridan iborat turli xil ob'ektlarning joylashishini aniqlash uchun radionavigatsiya tizimi. 6
7 O'lchov va hisoblash kompleksi - o'lchov tizimining bir qismi sifatida ma'lum bir o'lchash vazifasini bajarish uchun mo'ljallangan o'lchov asboblari, kompyuterlar va yordamchi qurilmalarning funktsional birlashtirilgan to'plami. Bir hil miqdorlar o'lchovlarini solishtirish uchun mo'ljallangan taqqoslash vositalari (tutqich balansi, normal elementlarni solishtirish uchun komparator). Metrologik maqsadga ko'ra, barcha SI standartlarga, ishchi standartlarga va ishchi SIga bo'linadi. Jismoniy miqdor birligining etalon (standart) - bu birlikni ko'paytirish va (yoki) saqlash va uning o'lchamlarini tekshirish sxemasida pastroq bo'lgan o'lchov vositalariga o'tkazish uchun mo'ljallangan o'lchov vositasi (yoki o'lchov vositalari to'plami). belgilangan tartibda standart. Standartning dizayni, uning xususiyatlari va birlikni qayta ishlab chiqarish usuli berilgan jismoniy miqdorning tabiati va ushbu o'lchov sohasidagi o'lchash texnologiyasining rivojlanish darajasi bilan belgilanadi. Standart bir-biri bilan chambarchas bog'liq bo'lgan o'zgarmaslik, takrorlanuvchanlik va taqqoslashning kamida uchta muhim xususiyatiga ega bo'lishi kerak. Ishchi standart Birlik hajmini ishchi o'lchov asboblariga o'tkazish uchun mo'ljallangan standart. Agar kerak bo'lsa, ish standartlari toifalarga bo'linadi (1-chi, 2-chi, ..., n-chi). Bunday holda, birlikning o'lchamini uzatish raqamlar bo'yicha bo'ysunadigan ishchi standartlar zanjiri orqali amalga oshiriladi. Shu bilan birga, ushbu zanjirdagi oxirgi ishchi standartdan birlikning o'lchami ishchi o'lchov vositasiga o'tkaziladi. Ishchi o'lchov vositasi - birlik o'lchamini boshqa o'lchov vositalariga o'tkazish bilan bog'liq bo'lmagan o'lchovlar uchun mo'ljallangan o'lchov vositasi. O'lchangan fizik miqdorning ahamiyatiga ko'ra barcha o'lchov vositalari asosiy va yordamchi o'lchov vositalariga bo'linadi. Ushbu jismoniy miqdorning SI ni o'lchashning asosiy vositasi, uning qiymati o'lchov vazifasiga muvofiq olinishi kerak. Kerakli aniqlikdagi o'lchov natijalarini olish uchun asosiy o'lchov vositasi yoki o'lchov ob'ektiga ta'siri hisobga olinishi kerak bo'lgan ushbu jismoniy miqdorning yordamchi o'lchov asboblari SI (o'lchash jarayonida gaz haroratini o'lchash uchun termometr). bu gazning hajmli oqimi). 7
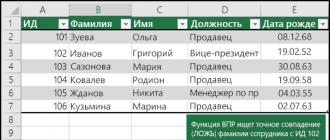
8 O'lchov vositalarining texnik maqsadlariga ko'ra tasnifi asosiy hisoblanadi va rasmda ko'rsatilgan. 1.1 O'lchov vositasining metrologik tavsifi (MX SI): O'lchov natijasiga va uning xatosiga ta'sir qiluvchi o'lchov vositasining xususiyatlaridan birining xarakteristikasi. Har bir turdagi o'lchov vositalari uchun ularning metrologik tavsiflari belgilanadi. Normativ-texnik hujjatlarda belgilangan metrologik xarakteristikalar standartlashtirilgan metrologik tavsiflar, eksperimental tarzda aniqlanganlar esa haqiqiy metrologik tavsiflar deb ataladi. Metrologik tavsiflarning nomenklaturasi va ularni normallashtirish usullari GOST tomonidan belgilanadi. MI ning barcha metrologik tavsiflarini ikki guruhga bo'lish mumkin: o'lchovlar natijasiga ta'sir qiluvchi xususiyatlar (MI doirasini aniqlash); o'lchovning aniqligiga (sifatiga) ta'sir qiluvchi xususiyatlar. O'lchovlar natijasiga ta'sir qiluvchi asosiy metrologik tavsiflarga quyidagilar kiradi: o'lchov vositalarining o'lchov diapazoni; 8
9 birma-bir yoki ko'p qiymatli o'lchov qiymati; uzatuvchi konvertatsiya funktsiyasi; o'lchov vositasi yoki ko'p qiymatli o'lchov shkalasining bo'linish qiymati; chiqish kodining turi, kod raqamlari soni, raqamli koddagi natijalarni chiqarish uchun mo'ljallangan o'lchov vositalari kodining eng kichik raqami birligining narxi. O'lchov vositasining o'lchov diapazoni (o'lchov diapazoni) - bu o'lchov vositasining ruxsat etilgan xato chegaralari normallashtiriladigan qiymatlar diapazoni (transduserlar uchun bu konversiya diapazoni). O'lchov oralig'ini pastdan va yuqoridan (chap va o'ng) cheklaydigan miqdor qiymatlari mos ravishda pastki o'lchov chegarasi yoki yuqori o'lchov chegarasi deb ataladi. Choralar uchun qiymatlarni takrorlash chegaralari. Bitta raqamli o'lchovlar nominal va haqiqiy takrorlanadigan qiymatlarga ega. O'lchovning nominal qiymati - ishlab chiqarish jarayonida o'lchov yoki o'lchovlar partiyasiga tayinlangan miqdor qiymati. Misol: nominal qiymati 1 ohm bo'lgan rezistorlar, nominal qiymati 1 kg bo'lgan og'irlik. Ko'pincha nominal qiymat o'lchovda ko'rsatiladi. O'lchovning haqiqiy qiymati - uni kalibrlash yoki tekshirish asosida o'lchovga tayinlangan miqdorning qiymati. Misol: massa birligining davlat standarti tarkibiga nominal massa qiymati 1 kg bo'lgan platina-iridiy og'irligi kiradi, uning massasining haqiqiy qiymati esa 1 kg bo'lib, xalqaro standart bilan taqqoslash natijasida olingan. Xalqaro vazn va o'lchovlar byurosida (BIPM) saqlanadigan kilogramm (bu holda bu kalibrlash). O'lchov vositasining ko'rsatkichlari diapazoni (ko'rsatkichlar diapazoni) shkalaning boshlang'ich va yakuniy qiymatlari bilan cheklangan asboblar shkalasi qiymatlari diapazoni hisoblanadi. O'lchov vositasining o'lchov diapazoni (o'lchov diapazoni) - bu o'lchov vositasining ruxsat etilgan xato chegaralari normallashtiriladigan qiymatlar diapazoni. O'lchov oralig'ini pastdan va yuqoridan (chap va o'ng) cheklaydigan miqdor qiymatlari mos ravishda pastki o'lchov chegarasi yoki yuqori o'lchov chegarasi deb ataladi. Shkala bo'linish narxi (bo'linish narxi) o'lchov vositasi shkalasidagi ikkita qo'shni belgilarga mos keladigan miqdorlar qiymatlari o'rtasidagi farqdir. O'lchovning to'g'riligini aniqlaydigan metrologik xarakteristikalar o'lchov vositasining xatosi va o'lchov vositasining aniqlik sinfini o'z ichiga oladi. 9
10 O'lchov asbobining xatosi - o'lchov vositasining ko'rsatkichi (x) va o'lchangan jismoniy miqdorning haqiqiy (haqiqiy) qiymati (x d) o'rtasidagi farq. x x x d. (1.1) Chunki x d nominal qiymat (masalan, o'lchovlar) yoki aniqroq o'lchangan miqdorning qiymati (kamida kattalik tartibi, ya'ni 10 marta) SI. Xato qanchalik kichik bo'lsa, o'lchov vositasi qanchalik aniq bo'lsa. MI xatolar bir qator xususiyatlarga ko'ra tasniflanishi mumkin, xususan: o'lchash shartlariga nisbatan, asosiy, qo'shimcha; ifodalash usuliga ko'ra (MXni normallashtirish usuli bilan) mutlaq, nisbiy, kichraytirilgan. O'lchov vositasining asosiy xatosi (asosiy xatolik) oddiy sharoitlarda ishlatiladigan o'lchov vositasining xatosidir. Qoida tariqasida, normal ish sharoitlari: harorat (293 5) K yoki (20 5) ºS; 20 ºS da nisbiy havo namligi (65 15)%; tarmoq kuchlanishi 220 V 10% chastotasi 50 Hz 1%; atmosfera bosimi 97,4 dan 104 kPa gacha. O'lchov vositasining qo'shimcha xatosi (qo'shimcha xatolik) - asosiy xatoga qo'shimcha ravishda ta'sir etuvchi kattaliklarning birortasining normal qiymatidan chetga chiqishi yoki normadan tashqariga chiqishi tufayli yuzaga keladigan o'lchov vositasi xatosining tarkibiy qismi. qiymatlar diapazoni. O'lchov vositalarining xatolarining xususiyatlarini normallashtirishda ruxsat etilgan xatolar chegaralari (ijobiy va salbiy) belgilanadi. Ruxsat etilgan asosiy va qo'shimcha xatolar chegaralari o'lchov diapazonidagi xatolarning o'zgarishi xususiyatiga qarab mutlaq, kamaytirilgan yoki nisbiy xatolar shaklida ifodalanadi. Ruxsat etilgan qo'shimcha xatoning chegaralari ruxsat etilgan asosiy xatoning chegaralarini ifodalash shaklidan farqli shaklda ifodalanishi mumkin. O'lchov vositasining mutlaq xatosi (xato birligida ifodalangan mutlaq xato) o'lchangan jismoniy miqdor qiymatlarida o'lchov vositasining xatosi. Mutlaq xatolik (1.1) formula bilan aniqlanadi. 10
11 Ruxsat etilgan asosiy mutlaq xatoning chegaralari quyidagicha ko'rsatilishi mumkin: a (1.2) yoki bx, (1.3), bu erda ruxsat etilgan mutlaq xatoning chegaralari kirish (chiqish) da o'lchangan qiymat birliklarida yoki shartli ravishda ifodalangan. shkala bo'linmalari; x o'lchov vositalarining kirish (chiqish)dagi o'lchov qiymatining qiymati yoki shkalada hisoblangan bo'linmalar soni; ab, x dan mustaqil musbat sonlar. O'lchov vositasining kamaytirilgan xatosi (kamaytirilgan xato) - bu o'lchov vositasining mutlaq xatosining shartli qabul qilingan miqdorning (normalizatsiya qiymati) qiymatiga nisbati sifatida ifodalangan nisbiy xato, u butun o'lchov oralig'ida yoki o'lchov oralig'ida doimiydir. diapazonning bir qismi. O'lchov vositasining kamaytirilgan xatosi formula bilan aniqlanadi: 100%, (1.4) x N bu erda ruxsat etilgan kamaytirilgan asosiy xatoning chegaralari, %; (1.2) formula bilan belgilangan ruxsat etilgan mutlaq asosiy xatolik chegaralari; x N bir xil birliklarda ifodalangan normallashtiruvchi qiymat. Ruxsat etilgan qisqartirilgan asosiy xatoning chegaralari quyidagi shaklda belgilanishi kerak: p, (1.5) bu erda p - 1 10 n seriyasidan tanlangan mavhum ijobiy son; 1,5 10n; (1,6 10n); 2 10n; 2,5 10n; (3 10 n); 4 10n; 5 10n; 6 10 n (n = 1, 0, 1, 2 va boshqalar). Normallashtiruvchi qiymat x N quyidagilarga teng qabul qilinadi: shkalaning ishchi qismining yakuniy qiymati (x k), agar nol belgisi shkalaning ishchi qismining chetida yoki tashqarisida bo'lsa (bir xil yoki eksponensial); shkalaning yakuniy qiymatlari yig'indisi (belgidan tashqari), agar nol belgisi shkala ichida bo'lsa; SI uchun o'lchov chegaralaridagi farq moduli, shkalasi shartli nolga ega; shkalaning uzunligi yoki uning o'lchov diapazoniga mos keladigan qismi, agar u sezilarli darajada bir xil bo'lmasa. Bunday holda, o'lchov uzunligi kabi mutlaq xato, millimetrda ifodalanishi kerak. o'n bir
12 O'lchov vositasining nisbiy xatosi (nisbiy xatosi) o'lchov vositasining mutlaq xatosining o'lchov natijasiga yoki o'lchangan jismoniy miqdorning haqiqiy qiymatiga nisbati sifatida ifodalangan. O'lchov vositasining nisbiy xatosi quyidagi formula bo'yicha hisoblanadi: 100%, (1.6) x bu erda ruxsat etilgan nisbiy asosiy xatoning chegaralari, %; kirishda (chiqishda) o'lchangan qiymat birliklarida yoki shartli ravishda shkala bo'linmalarida ifodalangan ruxsat etilgan mutlaq xatolik chegaralari; o'lchov vositalarining kirishida (chiqishida) o'lchangan miqdorning x qiymati yoki shkalada hisoblangan bo'linmalar soni. Agar bx bo'lsa, ruxsat etilgan nisbiy asosiy xatoning chegaralari quyidagi ko'rinishda o'rnatiladi: q, (1.7) bu erda q - bx berilgan qatordan tanlangan mavhum musbat son, u holda ko'rinishda: yuqorida berilgan; yoki agar x cd k 1, (1.8) x bu erda x k o'lchov chegaralaridan kattaroq (mutlaq qiymatda); cd, yuqoridagi qatordan tanlangan musbat raqamlar. Asoslangan hollarda ruxsat etilgan nisbiy asosiy xatoning chegaralari murakkabroq formulalar yoki grafik yoki jadval ko'rinishida aniqlanadi. GOST 8.009 tomonidan kiritilgan xususiyatlar SI ning metrologik xususiyatlarini eng to'liq tavsiflaydi. Biroq, hozirgi vaqtda metrologik xarakteristikalari biroz boshqacha, ya'ni aniqlik sinflari asosida normallashtirilgan juda ko'p o'lchov vositalari ishlamoqda. O'lchov vositalarining aniqlik klassi (aniqlik klassi) bu turdagi o'lchov vositalarining umumiy tavsifi bo'lib, qoida tariqasida, ruxsat etilgan asosiy va qo'shimcha xatolar chegaralari bilan ifodalangan ularning aniqlik darajasini aks ettiradi, shuningdek, ta'sir qiluvchi boshqa xususiyatlar. aniqlik. Aniqlik klassi ushbu sinfning o'lchov xatosi chegaralarini hukm qilish imkonini beradi. Bu berilgan o'lchov aniqligiga qarab o'lchov vositalarini tanlashda muhim ahamiyatga ega. 12
13 SI ning aniqlik sinflarini belgilash GOSTga muvofiq belgilanadi. Qurilish qoidalari va hujjatlarda va o'lchov vositalarida aniqlik sinflarini belgilash misollari B ilovasida keltirilgan. Aniqlik sinfining belgilanishi terish, qalqon va SI holatlarida qo'llaniladi va SI uchun me'yoriy hujjatlarda keltirilgan. O'lchov vositalarining standartlashtirilgan metrologik tavsiflari diapazoni maqsad, ish sharoitlari va boshqa ko'plab omillar bilan belgilanadi. Asosiy metrologik tavsiflar uchun normalar standartlarda, texnik shartlarda (TS) va SI uchun ekspluatatsiya hujjatlarida keltirilgan. ishlatiladigan o'lchov vositalari; asosiy tasniflash belgilarini, foydalaniladigan o‘lchov vositalarini va ularning standartlashtirilgan metrologik tavsiflarini bevosita o‘lchov vositalarida aniqlash ko‘nikmalarini egallash; “Metrologiya, standartlashtirish va sertifikatlashtirish” o‘rganilayotgan fanning “O‘lchov vositalarining tasnifi” bo‘limi bo‘yicha nazariy bilimlarni mustahkamlash Foydalanilgan asbob-uskunalar va asboblar 1) osiloskop; 2) raqamli voltmetr; 3) analog voltmetr; 4) generator; 5) kuchaytirgich; 6) elektr ta'minoti; 7) element normal harorat bilan boshqariladi; 8) kalibrlangan kuchlanishlarning dasturlashtiriladigan manbai Ish dasturi Jadvalda ko'rsatilgan tasniflash xususiyatlarini aniqlang. 1.2 Ish joyidagi o'lchov asboblari (SI) sonidan SI uchun texnik hujjatlar bilan tanishing (foydalanish qo'llanmasi, foydalanish yo'riqnomasi yoki pasport bilan texnik tavsif). 13
14 MI ning normallashtirilgan metrologik xususiyatlarini to'g'ridan-to'g'ri o'lchov asboblari va ular uchun texnik hujjatlar bilan aniqlang va har bir o'lchov vositasi uchun jadvalni to'ldiring Bajarilgan ishlar to'g'risida hisobot tuzing (sarlavha sahifasining namunasi uchun A ilovasiga qarang). 1.2-jadval Tasniflash xususiyatlari O'lchov vositasi (MI turini ko'rsating) Turi bo'yicha (texnik maqsadlar bo'yicha) Chiqish qiymatining turi bo'yicha Axborotni taqdim etish shakli bo'yicha (faqat o'lchov vositalari uchun) Maqsad bo'yicha Metrologik maqsadlar bo'yicha Normallashtirilgan metrologik tavsiflar 1.5. Nazorat savollari 1. O‘lchov vositalarining turlarini ayting. 2. SI qanday tasnif mezonlariga ko'ra bo'linadi. 3. MI ning har bir turini tavsiflang. 4. SI metrologik tavsiflari qanday guruhlarga bo'linadi. 5. Metrologik xarakteristikalar qanday? 6.Normallashtirilgan va amal qiluvchi metrologik xarakteristikalar nima va ular metrologik tavsiflardan nimasi bilan farqlanadi? 7. Quyidagilarni aniqlaydigan metrologik belgilarni ayting: SI ning amal qilish doirasi; o'lchov sifati. 8. Xatolar turlarini ayting. 9. SI ning aniqligini qaysi belgi aniqlaydi? 10. Standartlar qanday vazifani bajaradi? 11. Ishchi SI va ish me'yorlarini tayinlashda qanday farq bor? 1.6. Adabiyot 1. RMG GSI. Metrologiya. Asosiy atamalar va ta'riflar. Davlatlararo standartlashtirish bo'yicha tavsiyalar. 2. GOST GSI. O'lchov vositalarining me'yorlashtirilgan metrologik tavsiflari. 3. GOST GSI. O'lchov vositalarining aniqlik sinflari. 4. Sergeev A.G., Teregerya V.V. Metrologiya, standartlashtirish va sertifikatlashtirish. M.: Yurayt nashriyoti: ID Yurayt,
15 LABORATORIYA ISHI 2 BILOVYOT BIR O'LNISHLAR 2.1. Asosiy tushunchalar va ta'riflar O'lchov - bu fizik miqdorning birligini saqlaydigan, o'lchangan miqdorning uning birligi bilan nisbatini (aniq yoki yashirin shaklda) ta'minlaydigan va uning qiymatini oladigan texnik vositalardan foydalanish bo'yicha operatsiyalar to'plami. miqdori. O'lchovlar mahsulotlarning me'yoriy hujjatlar talablariga muvofiqligi to'g'risida asosiy ma'lumot manbai hisoblanadi. Faqat o'lchov ma'lumotlarining ishonchliligi va aniqligi mahsulot sifati to'g'risida qaror qabul qilishning to'g'riligini ta'minlaydi, mahsulotlarni sinovdan o'tkazishda ishlab chiqarishning barcha darajalarida, ilmiy tajribalarda va hokazo. O'lchovlar quyidagilarga bo'linadi: a) kuzatishlar soni bo'yicha: bitta o'lchov bir marta bajarilgan o'lchov. Ushbu o'lchovlarning noqulayligi - qo'pol xatolik ehtimoli; bir xil o'lchamdagi jismoniy miqdorni bir nechta o'lchov o'lchovi, uning natijasi bir nechta ketma-ket o'lchovlardan olinadi, ya'ni bir nechta yagona o'lchovlardan iborat. Odatda ularning soni n 3. Tasodifiy omillarning o'lchov natijasiga ta'sirini kamaytirish maqsadida bir nechta o'lchovlar amalga oshiriladi; b) aniqlik xususiyatiga ko'ra (o'lchash shartlariga ko'ra): bir xil ehtiyotkorlik bilan bir xil sharoitlarda o'lchov vositalarining bir xil aniqligi bilan har qanday kattalikdagi o'lchovlar seriyasining teng aniqlikdagi o'lchovlari; teng bo'lmagan o'lchovlar - aniqligi va (yoki) turli sharoitlarda bir-biridan farq qiluvchi bir nechta o'lchov vositalari tomonidan amalga oshiriladigan, qandaydir kattalikdagi o'lchovlar seriyasi; c) o'lchov natijasini ifodalash orqali: mutlaq o'lchov bir yoki bir nechta asosiy miqdorlarni to'g'ridan-to'g'ri o'lchashga va (yoki) fizik doimiy qiymatlardan foydalanishga asoslangan o'lchovdir (masalan, F m g kuchini o'lchash massaning asosiy miqdorini o'lchash m va tortishish tezlanishining fizik konstantasidan foydalanish g (massani o'lchash nuqtasida); nisbiy o'lchov - bu kattalikning bir xil nomdagi miqdorga nisbatini o'lchash, u o'ynaydi birlikning roli yoki o'zgarishni o'lchash
Asl nusxa sifatida olingan bir xil nomning qiymatiga nisbatan 16 ta qiymat; d) o'lchov natijasini olish usuliga ko'ra: to'g'ridan-to'g'ri o'lchash - bu fizik kattalikning kerakli qiymati to'g'ridan-to'g'ri olinadigan o'lchovdir (masalan, shkalada massani o'lchash, qismning uzunligini mikrometre bilan o'lchash) ; bilvosita o'lchov - qidirilayotgan qiymat bilan funktsional bog'liq bo'lgan boshqa fizik miqdorlarni to'g'ridan-to'g'ri o'lchash natijalari asosida fizik miqdorning kerakli qiymatini aniqlash; kümülatif o'lchovlar bir xil nomdagi bir nechta miqdorlarning bir vaqtning o'zida o'lchovlari bo'lib, unda miqdorlarning kerakli qiymatlari ushbu miqdorlarni turli xil kombinatsiyalarda o'lchash yo'li bilan olingan tenglamalar tizimini echish yo'li bilan aniqlanadi (masalan, massa qiymati to'plamning individual og'irliklari og'irliklardan birining massasining ma'lum qiymatidan va o'lchov natijalaridan (taqqoslash) turli xil og'irliklar birikmalarining massalari asosida aniqlanadi; qo'shma o'lchovlar - ular orasidagi munosabatni aniqlash uchun ikki yoki undan ortiq o'xshash bo'lmagan miqdorlarni bir vaqtning o'zida o'lchash; e) o'lchangan jismoniy miqdorning o'zgarishi tabiati bo'yicha: statik o'lchov - bu o'lchov vaqti davomida o'zgarmagan holda aniq o'lchov vazifasiga muvofiq olingan fizik miqdorni o'lchash. Ular o'lchangan miqdorning amaliy doimiyligi bilan amalga oshiriladi; hajmi o'zgarib turadigan jismoniy miqdorni dinamik o'lchash o'lchovi; f) foydalaniladigan o'lchov vositalarining metrologik maqsadiga ko'ra: texnik o'lchovlar ishchi o'lchov vositalaridan foydalangan holda o'lchovlar; metrologik o'lchovlar, ularning o'lchamlarini ishchi o'lchov vositalariga o'tkazish uchun jismoniy miqdorlarning birliklarini takrorlash uchun etalon o'lchov vositalari yordamida o'lchovlar. O'lchov natijalari o'lchovlar natijasida topilgan miqdorlarning taxminiy bahosidir, chunki hatto eng aniq asboblar ham o'lchangan miqdorning haqiqiy qiymatini ko'rsata olmaydi. O'lchov xatosi bo'lishi kerak, uning sabablari turli omillar bo'lishi mumkin. Ular o'lchash usuliga, o'lchovlar olinadigan texnik vositalarga va o'lchovlarni amalga oshirayotgan kuzatuvchining idrokiga bog'liq. 16
17 O'lchov natijasining aniqligi o'lchov sifatining xususiyatlaridan biri bo'lib, o'lchov natijasi xatosining nolga yaqinligini aks ettiradi. O'lchov xatosi qanchalik kichik bo'lsa, uning aniqligi shunchalik yuqori bo'ladi. O'lchov xatosi x o'lchov natijasining x o'lchangan miqdorning haqiqiy yoki haqiqiy qiymatidan (x i yoki x d) og'ishi: xx x id. (2.1) Fizik miqdorning haqiqiy qiymati - mos keladigan fizik miqdorni sifat va miqdoriy jihatdan ideal tavsiflovchi fizik miqdorning qiymati. Bu bizning bilimimiz vositalariga bog'liq emas va mutlaq haqiqatdir. U faqat usullar va o'lchov vositalarini cheksiz takomillashtirish bilan cheksiz o'lchov jarayoni natijasida olinishi mumkin. Jismoniy miqdorning haqiqiy qiymati - bu eksperimental ravishda olingan va haqiqiy qiymatga shunchalik yaqin bo'lgan fizik miqdorning qiymati, uni berilgan o'lchov masalasida uning o'rniga ishlatish mumkin. O'lchov xatolarini bir qator mezonlarga ko'ra ham tasniflash mumkin, xususan: a) sonli ifodalash usuliga ko'ra; b) namoyon bo'lish xususiyatiga ko'ra; v) paydo bo'lish manbasining turiga ko'ra (voqea sabablari). Raqamli ifodalash usuliga ko'ra, o'lchov xatosi bo'lishi mumkin: Mutlaq o'lchov xatosi (x) o'lchangan qiymat va bu qiymatning haqiqiy qiymati o'rtasidagi farq, ya'ni x x x d. (2.2) Nisbiy o'lchov xatosi () - mutlaq o'lchov xatosining o'lchangan miqdorning haqiqiy qiymatiga nisbati. Nisbiy xato nisbiy birliklarda (kasrlarda) yoki foizda ifodalanishi mumkin: x yoki x 100%. (2.3) x x Nisbiy xatolik o'lchovning aniqligini ko'rsatadi. 17
18 Namoyishning tabiatiga qarab, o'lchov xatolarining tizimli (lar) va tasodifiy (0) komponentlari, shuningdek, qo'pol xatolar (o'tkazib yuborilgan) mavjud. Tizimli o'lchov xatosi (lar) - bir xil jismoniy miqdorni takroriy o'lchashda doimiy bo'lib qoladigan yoki muntazam ravishda o'zgarib turadigan o'lchov natijasi xatosining tarkibiy qismi. Tasodifiy o'lchash xatosi (0) - bir xil ehtiyotkorlik bilan, bir xil jismoniy kattalikdagi takroriy o'lchovlar paytida tasodifiy (belgi va qiymatda) o'zgarib turadigan o'lchov natijasi xatosining tarkibiy qismi. Qo'pol xatolar (o'tkazib yuborish) operatorning noto'g'ri harakatlari, o'lchash asbobining noto'g'ri ishlashi yoki o'lchash sharoitlarining keskin o'zgarishi (masalan, elektr ta'minoti tarmog'idagi kuchlanishning keskin pasayishi) tufayli yuzaga keladi. Umumiy o'lchov xatosining quyidagi komponentlari xato manbasining turiga qarab ko'rib chiqiladi: o'lchovlarda ruxsat etilgan soddalashtirishlar. Xatoning instrumental komponentlari ishlatilgan o'lchov vositalarining xatolariga bog'liq bo'lgan xatolardir. Instrumental xatolarni o'rganish o'lchov asboblarining aniqligi nazariyasining maxsus fanining predmeti hisoblanadi. Xatoning subyektiv komponentlari kuzatuvchining individual xususiyatlaridan kelib chiqqan xatolardir. Bunday xatolar, masalan, signalni ro'yxatga olishning kechikishi yoki avanslari, shkala bo'linmasining o'ndan bir qismini noto'g'ri o'qish, ikki xavf o'rtasida insult o'rnatilganda yuzaga keladigan assimetriya va boshqalar tufayli yuzaga keladi. Taxminiy baholash. xato Yagona o'lchovlar. Texnik o'lchovlarning aksariyati bitta. Yagona o'lchovlarning bajarilishi quyidagi omillar bilan asoslanadi: ishlab chiqarish zarurati (namunaning yo'q qilinishi, o'lchovni takrorlashning mumkin emasligi, iqtisodiy maqsadga muvofiqligi va boshqalar); 18
19 tasodifiy xatolarni e'tiborsiz qoldirish imkoniyati; tasodifiy xatolar muhim, ammo o'lchov natijasi xatosining ishonch chegarasi ruxsat etilgan o'lchov xatosidan oshmaydi. Bitta o'lchov natijasi uchun asbob o'qishining yagona o'qish qiymati olinadi. Mohiyatan tasodifiy bo'lib, bitta o'qish x o'lchash xatosining instrumental, uslubiy va shaxsiy tarkibiy qismlarini o'z ichiga oladi, ularning har birida xatoning tizimli va tasodifiy komponentlarini ajratish mumkin. Yagona o'lchov natijasi xatosining tarkibiy qismlari o'lchov vositasining, usulning, operatorning xatolari, shuningdek, o'lchash shartlarining o'zgarishi bilan bog'liq xatolardir. Bitta o'lchov natijasining xatosi ko'pincha tizimli va tasodifiy xatolar bilan ifodalanadi. MI xatosi me'yoriy-texnik hujjatlarda ko'rsatilishi kerak bo'lgan ularning metrologik xususiyatlaridan kelib chiqqan holda aniqlanadi va RD Usuliga muvofiq va operator xatolari aniq MIMni ishlab chiqish va sertifikatlash jarayonida aniqlanishi kerak. Yagona o'lchovlardagi shaxsiy xatolar odatda kichik deb hisoblanadi va hisobga olinmaydi. bilvosita o'lchovlar. Bilvosita o'lchovlar bilan kattalikning kerakli qiymati y f x1, x2,..., xn, (2.4) ma'lum bog'liqlik bilan kerakli miqdorga funktsional bog'liq bo'lgan boshqa fizik miqdorlarni to'g'ridan-to'g'ri o'lchash asosida hisoblash yo'li bilan topiladi. , x2,..., x n to'g'ridan-to'g'ri o'lchovlarga bog'liq funktsiya argumentlari y. Bilvosita o'lchash natijasi x i argumentlarining o'lchangan qiymatlarini (4) formulaga almashtirish orqali topiladigan y qiymatini baholashdir. X i argumentlarining har biri qandaydir xato bilan o'lchanganligi sababli, natijaning xatosini baholash muammosi argumentlarni o'lchashdagi xatolarni yig'ish uchun qisqartiriladi. Biroq, bilvosita o'lchovlarning o'ziga xos xususiyati shundaki, argumentlarni o'lchashdagi individual xatolarning natijaning xatosiga hissasi funktsiya turiga bog'liq (4). 19
20 Xatolarni baholash uchun bilvosita o'lchovlarni chiziqli va chiziqli bo'lmagan bilvosita o'lchovlarga bo'lish kerak. Chiziqli bilvosita o'lchovlar uchun o'lchov tenglamasi quyidagi ko'rinishga ega: y n bi xi, (2.5) i1 bu erda b i - x i argumentlarida doimiy koeffitsientlar. Chiziqli bilvosita o'lchash natijasi argumentlarning o'lchangan qiymatlarini unga almashtirgan holda (2.5) formula bo'yicha hisoblanadi. Argumentlarning o'lchash xatolari x i ularning chegaralari xi bilan belgilanishi mumkin. Argumentlarning oz soni bilan (beshdan kam) y natijasi xatosining oddiy bahosi oddiygina chegaraviy xatolarni yig'ish (belgiga e'tibor bermaslik), ya'ni x 1, x 2, x n chegaralarini o'rniga qo'yish orqali olinadi. ifoda: y x1x2 ... xn. (2.6) Biroq, bu baho haddan tashqari oshirilgan, chunki bunday yig'ish aslida barcha argumentlarning o'lchash xatolari bir vaqtning o'zida maksimal qiymatga ega bo'lishini va ishoraga mos kelishini anglatadi. Bunday tasodifning ehtimoli amalda nolga teng. Haqiqiyroq baho topish uchun argumentlar xatosining statik yig‘indisiga quyidagi formula bo‘yicha o‘tamiz: n 2 2 i i, (2.7) i1 yk b x bu yerda k – qabul qilingan ishonch ehtimoli bilan aniqlangan koeffitsient (P = da). k = 1,0 da 0,9, k = 1,1 da .95, k = 1,4 da P = 0,99). (2.5) dan boshqa har qanday boshqa funktsional bog'liqliklarni chiziqli bo'lmagan bilvosita o'lchovlar. Murakkab funktsiya (2.4) bilan va xususan, agar u bir nechta argumentlarning funktsiyasi bo'lsa, natija xatosining taqsimlanish qonunini aniqlash muhim matematik qiyinchiliklar bilan bog'liq. Shuning uchun chiziqli bo'lmagan bilvosita o'lchovlar xatosini taxminiy baholash funktsiyani (2.4) linearizatsiyasiga va chiziqli o'lchovlardagi kabi natijalarni keyingi qayta ishlashga asoslanadi. X i: y y y dy dx1 dx2... dxn argumentlariga nisbatan qisman hosilalari bo‘yicha y funksiyaning to‘liq differentsial ifodasini yozamiz. (2.8) x x x 1 2 n 20
21 Ta'rifga ko'ra, funktsiyaning to'liq differentsiali - bu uning argumentlarining kichik o'sishi natijasida hosil bo'lgan funktsiyaning o'sishi. Argumentlarni o'lchash xatolari argumentlarning nominal qiymatlari bilan solishtirganda har doim kichik ekanligini hisobga olsak, (2.8) formulada dx n argumentlarining differentsiallarini o'lchash xatosi xn bilan va dy funktsiyasini differentsial bilan almashtirishimiz mumkin. o'lchov natijasining xatosi y: y y y y x x... xn. (2.9) x x x Agar (2.9) formulani tahlil qilsak, chiziqli bo'lmagan bilvosita o'lchov natijasining xatosini baholashning oddiy qoidasini olishimiz mumkin. Ishdagi va shaxsiy xatolar. Agar y x... 1x2 xn yoki y 1, x2 ni hisoblash uchun x1, x2,..., x n o‘lchangan qiymatlar ishlatilsa, y x1x2... xn nisbiy xatolar yig‘iladi, bunda y y. y 2.3. Raqamni yozib olish (yaxlitlash) xatosi Raqamni yozish (yaxlitlash) xatosi raqamning eng kichik ahamiyatli raqami birligining yarmining raqam qiymatiga nisbati sifatida aniqlanadi. Masalan, tushgan jismlarning normal tezlashishi uchun g \u003d 9,81 m / s 2, eng kam ahamiyatli raqamning birligi 0,01 ni tashkil qiladi, shuning uchun 9,81 raqamini yozishda xatolik 0,01 5, \u003d 0,05% ga teng bo'ladi. 29, Ishning maqsadi n x yagona to'g'ridan-to'g'ri va bilvosita o'lchovlarni o'tkazish usullarini ishlab chiqish; o'lchov natijalarini qayta ishlash, taqdim etish (yozish) va sharhlash qoidalarini o'zlashtirish; turli aniqlikdagi o‘lchov vositalaridan foydalanish bo‘yicha amaliy ko‘nikmalarni egallash, shuningdek, bilvosita o‘lchovlar natijalarining to‘g‘riligini bevosita o‘lchovlarda qo‘llaniladigan o‘lchov vositalarining aniqligi bilan tahlil qilish va solishtirish; uslubiy xatolarning yuzaga kelishi mumkin bo'lgan manbalari va sabablarini aniqlash; 21
22 «Metrologiya, standartlashtirish va sertifikatlashtirish» o‘rganilayotgan fanning «Metrologiya» bo‘limidagi nazariy materiallarni birlashtirish. mikrometr; hukmdor. Amaldagi o'lchov vositalarini ro'yxatga olishda o'lchov vositalaridan foydalangan holda ularning normallashtirilgan metrologik xususiyatlarini ko'rsating ish dasturi Turli xil aniqlikdagi o'lchash asboblari: kalibrlar, mikrometrlar va o'lchagichlar bilan silindrning diametri va balandligining yagona o'lchovlarini bajaring. O'lchov natijalarini jadvalga yozing.1-tsilindr sifatida pastroq balandlikdagi silindrni tanlang. Tsilindrlarning diametri va balandligini to'g'ridan-to'g'ri o'lchash natijalarini o'lchash asbobi o'lchash imkonini beradigan aniqlik bilan jadvalga yozing. Jadval 2.1 O'lchov natijalari O'lchangan silindr 1 (kichik) 2 silindr (katta) parametr Diametri d, mm Balandligi h, mm Hajmi V, mm Rel. V Abs. xato V, mm 3 mikrometr ShTs ShTs o'lchagich Tsilindr hajmini nisbatdan foydalanib aniqlang: 2 V d h, mm 3, (2.10) 4 bu erda = 3.14 sonli koeffitsient; d silindr diametri, mm; h silindr balandligi, mm Nisbiy o'lchov xatosini aniqlang, nisbiy birliklarda ifodalangan V V. (2.11) V 22
23 Nisbatan o'lchash xatosi Vni aniqlash uchun (2.11) formulani (2.9) formuladan foydalanib hisoblash uchun qulayga aylantirish kerak (2.2-bo'limga qarang). Olingan formulada d, h - o'lchovlarda ishlatiladigan o'lchov vositalarining xatolari. Jismoniy miqdorlarni bilvosita o'lchashda jadval ma'lumotlari yoki irratsional konstantalar juda tez-tez ishlatiladi. Shu sababli, hisob-kitoblarda qo'llaniladigan konstantaning ma'lum bir belgiga yaxlitlangan qiymati taxminan o'lchov xatosiga hissa qo'shadigan taxminiy sondir. Xatoning bu qismi doimiyni qayd etish (yaxlitlash) xatosi sifatida aniqlanadi (2.3-bandga qarang) V V, mm 3 formulasi yordamida hajmni hisoblashda xatolikni aniqlang. (2.12) V O'lchov xatolarini yaxlitlash va natijani qayd etish. silindr hajmlarining o'lchovlari V V V mm 3. (2.13) Bilvosita o'lchovlarning yakuniy natijasini qayd etish uchun MI 1317 ga muvofiq V o'lchov xatosini yaxlitlash kerak, raqamli qiymatlarni kelishib oling. natija va o'lchov xatolar (2.4-bandga qarang) Tsilindrlarning har biri uchun turli o'lchov asboblari bilan olingan hajm o'lchovlari natijalari joylashgan maydonlarni raqamlarda ko'rsating. Misol 2.1-rasmda ko'rsatilgan. V 2 DV 2 V 2 V 1 DV 1 V 1 V 1 + DV 1 V 2 + DV 2 Keyin o'lchovni tanlashingiz va boshqa barcha nuqtalarni qo'yishingiz kerak. Usulning xatosini rasmda ko'rsating. 23
24 2.6.7 Hisobot tayyorlang va xulosa chiqaring (sarlavha sahifasining namunasi uchun A ilovasiga qarang). Xulosa qilib, o'lchov natijalarini baholang, mumkin bo'lgan manbalarni va uslubiy xatolarning sabablarini aniqlang Nazorat savollari 1. O'lchovlarning asosiy turlarini ayting. 2. O‘lchov xatoliklari qanday mezonlarga ko‘ra tasniflanadi? 3. O'lchov xatolarining asosiy turlarini nomlang va tavsiflang. 4. Sonni yozishdagi xatolik qanday aniqlanadi? 5. Bilvosita o'lchash natijasining xatosi qanday aniqlanadi? 2.8. Foydalanilgan adabiyotlar 1. Davlatlararo standartlashtirish bo'yicha RMG tavsiyalari. GSI. Metrologiya. Asosiy atamalar va ta'riflar. 2. R Metrologiya bo'yicha tavsiyalar. GSI. To'g'ridan-to'g'ri yagona o'lchovlar. Xatolarni baholash va o'lchov natijasining noaniqligi. M., Standartlar nashriyoti, Borisov Yu.I., Sigov A.S., Nefedov V.I. Metrologiya, standartlashtirish va sertifikatlashtirish: darslik. Moskva: FORUM: INFRA-M, MI ko'rsatmalari. GSI. O'lchov xatolarining natijalari va xususiyatlari. Taqdim etish shakllari. Mahsulot namunalarini sinash va ularning parametrlarini kuzatishda foydalanish usullari. 24
25 3-LABORATORIYA ISHI BEVOVOVOZOVCHI KO'P QO'LLANISH NATIJALARINI QAYTA QILISH 3.1. Kirish To'g'ridan-to'g'ri bir nechta o'lchovlarni amalga oshirish zarurati maxsus o'lchov protseduralarida belgilanadi. To'g'ridan-to'g'ri ko'p mustaqil o'lchovlar natijalari guruhini statistik qayta ishlash jarayonida quyidagi operatsiyalar bajariladi: o'lchov natijalaridan ma'lum tizimli xatolar chiqarib tashlanadi; o'lchanadigan kattalikning smetasini hisoblash; o'lchov natijalarining standart og'ishini hisoblash; qo'pol xatolarni tekshiring va agar kerak bo'lsa, ularni istisno qiling; o'lchov natijalari normal taqsimotga tegishli degan gipotezani tekshirish; o'lchangan qiymatning tasodifiy xatosi (confidence random error) baholarining ishonch chegaralarini hisoblash; o'lchangan qiymatni baholashda chiqarib tashlanmaydigan tizimli xatoning ishonch chegaralarini (chegaralarini) hisoblash; o'lchangan qiymatni baholashda xatoning ishonch chegaralarini hisoblash. O'lchov natijalari normal taqsimotga tegishli degan gipoteza 10% dan 2% gacha bo'lgan q ahamiyatlilik darajasi bilan tekshiriladi. Muhimlik darajalarining o'ziga xos qiymatlari muayyan o'lchov protsedurasida ko'rsatilishi kerak. O'lchangan qiymatni baholashda xatoning ishonch chegaralarini aniqlash uchun ishonch ehtimolligi P 0 ga teng qabul qilinadi. Asosiy tushunchalar va ta'riflar O'lchov xatosining namoyon bo'lish xususiyatiga qarab, tizimli (C) va tasodifiy (0) komponentlar. farqlanadi, shuningdek, qo'pol xatolar (o'tkazib yuborilgan). Qo'pol xatolar (o'tkazib yuborilgan) operatorning noto'g'ri harakatlari, o'lchov asbobining noto'g'ri ishlashi yoki o'lchash sharoitlarining keskin o'zgarishi, masalan, elektr ta'minoti tarmog'idagi kuchlanishning keskin pasayishi tufayli yuzaga keladi. Ularga yaqindan 25 ga bog'liq bo'lgan xatolar mavjud
26 kuzatuvchi va o'lchov vositalariga noto'g'ri munosabatda bo'lish bilan bog'liq. Tizimli o'lchov xatosi (tizimli xatolik C) o'lchov natijasi xatosining tarkibiy qismi bo'lib, u bir xil jismoniy miqdorni takroriy o'lchashda doimiy bo'lib qoladi yoki muntazam ravishda o'zgaradi. Tizimli xatolarni aniqlash va yo'q qilish mumkinligiga ishoniladi. Biroq, real sharoitlarda o'lchov xatosining tizimli komponentini butunlay yo'q qilish mumkin emas. Har doim e'tiborga olinishi kerak bo'lgan ba'zi omillar mavjud va ular chiqarib tashlanmaydigan tizimli xatolikni tashkil qiladi. Istisno qilinmagan tizimli xato (NSE) - tizimli xatolar yoki tizimli xatoliklarning ta'sirini hisoblash va tuzatishlar kiritishdagi xatolar tufayli o'lchov natijasi xatosining tarkibiy qismi bo'lib, uni tuzatish kiritilmagan. kichiklik. Cheklanmagan sistematik xatolik chegaralari bilan tavsiflanadi. Istisno qilinmagan sistematik xatolik t chegaralari N 3 a'zolar soni bilan quyidagi formula bo'yicha hisoblanadi: N i, (3.1) i1 bunda chiqarib tashlanmaydigan sistematik i xatoning i-chi komponentining chegarasi. Chiqarilmagan tizimli xatolar soni N 4 bilan hisoblash k N 2 i, (3.2) i1 formulasi bo'yicha amalga oshiriladi; P = 0.99, k = 1.4). Bu erda t ishonch kvazi-tasodifiy xato deb hisoblanadi. Tasodifiy o'lchash xatosi (0) - bir xil ehtiyotkorlik bilan, bir xil jismoniy kattalikdagi takroriy o'lchovlar paytida tasodifiy (belgi va qiymatda) o'zgarib turadigan o'lchov natijasi xatosining tarkibiy qismi. 26
27 Xatoning tasodifiy komponentini kamaytirish uchun bir nechta o'lchovlar amalga oshiriladi. Tasodifiy xatolik tp Sx ishonch oralig'i bilan baholanadi, (3.3) bu erda t P - berilgan ishonch darajasi R d va tanlanma hajmi n (o'lchovlar soni) uchun Talaba koeffitsienti. O'lchov natijasining kerakli (haqiqiy) xato qiymati berilgan ehtimollik bilan joylashgan oraliq chegarasining o'lchov natijasi xatosining ishonch chegaralari. Bir qator x o'lchov natijalari (x i), i = 1,..., n (n > 20) namunasini oling, ulardan ma'lum tizimli xatolar chiqarib tashlanadi. Namuna hajmi o'lchov aniqligi talablari va takroriy o'lchovlar imkoniyati bilan belgilanadi. Variatsion qator - o'sish tartibida tartiblangan tanlov. O'lchov natijalarining nisbiy chastotalarining guruhlash oraliqlariga ularning qiymatlariga bog'liqligi gistogrammasi grafik ko'rinishda keltirilgan. Taqsimlanish qonunini baholash Tajribaviy taqsimot qonuni va nazariy taqsimot oʻrtasidagi muvofiqlikni baholash. Bu maxsus statistik mezonlar yordamida amalga oshiriladi. Qachon p< 15 не проводится. Точечные оценки закона распределения оценки закона распределения, полученные в виде одного числа, например оценка дисперсии результатов измерений или оценка математического ожидания и т. д. Средняя квадратическая погрешность результатов единичных измерений в ряду измерений (средняя квадратическая погрешность результата измерений) оценка S рассеяния единичных результатов x измерений в ряду равноточных измерений одной и той же физической величины около среднего их значения, вычисляемая по формуле: 1 n S 2 x x 1 i x n, (3.4) i1 где i x результат i-го единичного измерения; x среднее арифметическое значение измеряемой величины из n единичных результатов. Примечание. На практике широко распространен термин среднее квадратическое отклонение (СКО). Под отклонением в соответствии с приведенной выше формулой понимают отклонение единичных результатов в ряду измерений от их среднего арифметического значения. В метрологии это отклонение называется погрешностью измерений. 27
28 2 i S Sx 1 x x x n nn1 formulasi bo‘yicha hisoblangan ma’lum o‘lchovlar qatoridagi bir xil qiymatdagi o‘lchov natijasining o‘rtacha arifmetik qiymatining tasodifiy xatosi S x o‘rtacha arifmetik bahoning o‘lchov natijasining o‘rtacha kvadrat xatosi. , (3.5) teng darajada aniq o'lchovlar seriyasidan olingan o'lchovlar; n seriyadagi bitta o'lchovlar soni Qo'pol xatolarni istisno qilish Qo'pol xatolarni istisno qilish uchun Grubbsning statistik testi qo'llaniladi, bu o'lchov natijalari guruhi normal taqsimotga tegishli degan taxminga asoslanadi. Buning uchun G 1 va G 2 Grubbs mezonlarini hisoblab, eng katta x max yoki eng kichik x min o‘lchash natijasi qo‘pol xatolar tufayli yuzaga kelgan deb faraz qiling: xmax x x x G1, min S G. (3.6) x 2 Sx G 1 va G ni solishtiring. Tanlangan ahamiyatlilik darajasida Grubbs testining G T nazariy qiymati bilan G 2. Grubbs mezonining kritik qiymatlari jadvali B ilovasida keltirilgan. Agar G 1 > G T bo'lsa, u holda x max nomaqbul qiymat sifatida chiqarib tashlanadi. Agar G 2 > G T bo'lsa, x min ehtimol bo'lmagan qiymat sifatida chiqarib tashlanadi. Keyinchalik, bir qator o'lchov natijalarining o'rtacha arifmetik va standart og'ishi qayta hisoblab chiqiladi va qo'pol xatolar mavjudligini tekshirish tartibi takrorlanadi. Agar G1 G T bo'lsa, x max o'tkazib yuborilgan deb hisoblanmaydi va o'lchov seriyasida saqlanadi. Agar G 2 G T bo'lsa, x min o'tkazib yuborilgan deb hisoblanmaydi va u bir qator o'lchov natijalarida saqlanadi. O'lchangan qiymatni baholashda xatolik chegaralari (belgini hisobga olmagan holda) 28 formula bo'yicha hisoblanadi.
29 K S, (3.7) bu erda K xatoning tasodifiy komponenti va NSP nisbatiga bog'liq koeffitsientdir. O'lchangan qiymatni baholashning umumiy standart og'ishi S S S2 S2 x, (3.8) formulalar (3.1) yoki P S, (3.10) k 3 formulasi bo'yicha hisoblanadi, bu erda P - NSP ning ishonch chegaralari. (3.2) formulalardan biri bilan aniqlanadi; k - qabul qilingan ishonch ehtimoli P, NSP komponentlarining soni va ularning bir-biriga munosabati bilan belgilanadigan koeffitsient. Formulaga (3.7) almashtirish uchun K koeffitsienti NSPlar soniga qarab, empirik formulalar bilan belgilanadi, mos ravishda K, P K. (3.11) S S S x x S 3.5. Kuzatishlar natijalarini qayta ishlash algoritmi Kuzatishlar natijalarini qayta ishlash GOST “GSI”ga muvofiq amalga oshiriladi. O'lchovlar bir nechta bilan to'g'ridan-to'g'ri. O'lchov natijalarini qayta ishlash usullari. Asosiy qoidalar» Tarqatish qonunining nuqtaviy baholarini aniqlash x 1 n x i ; 1 n S 2 x x 1 i x n; S S x x. n n i Ko`p kuzatuv natijalarini taqsimlashning eksperimental qonunini qurish a) 3.2-jadvalga ko`p kuzatuv natijalarining variatsion qatorini yozing x; men i1 29
6-AMALIY DARS “Teng aniqlikdagi o‘lchovlar natijalarini tizimli xatolardan xoli qayta ishlash” Dars bir xil aniqlikdagi o‘lchovlarning xatolarini hisoblash masalalarini yechishga bag‘ishlangan.
5-ma'ruza O'lchash asboblari VA XATOLAR 5.1 O'lchov vositalarining turlari O'lchov asbobi (O'lchov asbobi) - normallashtirilgan metrologik xususiyatlarga ega, o'lchash uchun mo'ljallangan texnik asbob.
3-ma'ruza O'lchash asboblari VA ULARNING XATOSI 3.1 O'lchov vositalarining turlari O'lchov vositasi (MI) - me'yorlashtirilgan metrologik xususiyatlarga ega, o'lchash uchun mo'ljallangan texnik asbob.
1-BOShQARISH VAZIFASI AMPERMETR VA VOLTMETRNI TEKSHIRISh Magnitoelektrik tizimning tok o‘lchash chegarasi I N 5,0 A va o‘lchov axborot signali chegarasi y N 100 bo‘linmali ampermetr raqamlashtirildi.
Jismoniy miqdorlarni o'lchash - bu nisbatni ta'minlovchi (aniq) fizik miqdor birligini saqlaydigan texnik vositalardan foydalanish bo'yicha operatsiyalar to'plami.
MSIIK Asosiy tushunchalar Fizik miqdor (PV) PV ning haqiqiy qiymati PV ning haqiqiy qiymati PV birligi SI tizimining asosiy birliklari, desibel, sinov, nazorat, o'lchash asboblari, tasnifi
Metrologik xarakteristikalar Metrologik xarakteristikalar (MC) - ma'lum bir aniqlik bilan ma'lum diapazonda o'lchash uchun SI ning mosligini aniqlash imkonini beruvchi xususiyatlar. Xususiyatlari,
Laboratoriya ishi 1. Potensiometr va kuchlanishni ajratgich yordamida kuchlanishni o'lchash xatosini hisoblash. Nazariy ma'lumotlar. O'lchov xatolarining tasnifi O'lchov vositalarining xatosi
Rossiya Federatsiyasi Sog'liqni saqlash vazirligi VOLGOGRAD DAVLAT TIBBIYOT UNIVERSITETI BIOTEXNIK TIZIMLAR VA TEXNOLOGIYALAR KAFEDRASI
Jismoniy o'lchovlar xatoliklari NAZARIYASI ASOSLARI Kirish Fizik kattaliklarni o'lchash eksperimental tadqiqotlarning, shu jumladan fizika ustaxonasida olib boriladigan tadqiqotlarning tarkibiy qismidir. o'lchovlar
O'LCHISH XATOLARI. TIZIMLI XATOLAR O'lchash Fizik miqdorni o'lchash bu miqdorni birlik sifatida qabul qilingan bir hil miqdor bilan solishtirishdan iborat. Belarus Respublikasining Xavfsizlik to'g'risidagi qonunida
"O'lchovlar, sinovlar va nazoratdagi xatolar. O‘lchov vositalarining asosiy xarakteristikalari” Maqsad: 1. Mavzu bo‘yicha talabalarning bilimlarini shakllantirish, masalalarni tushunishga erishish, o‘zlashtirish va mustahkamlashni ta’minlash.
Metrologiyada nazorat vazifalari 1. Rezistorning faol qarshiligini o'lchashda o'nta teng o'lchovlar o'tkazildi, natijalari jadvalda ko'rsatilgan. Mutlaq va nisbiy baho bering
O'LCHISH XATOLARI O'lchov xatosi (qisqacha o'lchov xatosi) o'lchov natijasining kattalikning haqiqiy qiymatidan chetlanishi bilan ifodalanadi.Natija xatosining asosiy manbalari.
FIZIKK KELAMLARNI O'LCHISHI. O'LCHISH TURLARI VA USULLARI. O'lchovlar va ularning turlari Fizik miqdor o'lchov ob'ekti sifatida Fizik miqdor ko'pgina jismoniy ob'ektlar uchun sifat jihatidan umumiy bo'lgan xususiyatdir.
1 Tajriba natijalarini qayta ishlash Ta'riflar O'lchov Fizik miqdorning qiymatini maxsus ishlab chiqilgan texnik vositalar yordamida empirik tarzda topish O'lchov quyidagilardan iborat.
Xatolar nazariyasi O'lchovlarni tahlil qilishda ikkita tushunchani aniq ajratish kerak: jismoniy miqdorlarning haqiqiy qiymatlari va ularning empirik ko'rinishlari - o'lchov natijalari. Haqiqiy jismoniy qiymatlar
3-ma'ruza O'LCHISH XATOLARI. TIZIMLI XATOLAR 3.1 Metrologiya postulatlari. Xatolar tasnifi Vositalar sifatini va o'lchov natijalarini ularning xatolarini ko'rsatish orqali tavsiflash odatiy holdir.
Jismoniy miqdorlarni o'lchash - maxsus texnik vositalar (asboblar) yordamida fizik miqdorning miqdoriy qiymatini empirik tarzda aniqlash va bu qiymatni ifodalash jarayoni.
1 1-VARIANT (Tanlov to'g'ri javob uchun asosni nazarda tutadi) 1) Materialning qattiqligini aniqlashda shkala qo'llaniladi 2) Kelishuv bo'yicha qabul qilingan jismoniy miqdorning tartiblangan qiymatlari to'plami
1 Metrologiya - bu ... TESTLAR a) fizik kattaliklar birliklarining o'lchamlarini o'tkazish nazariyasi; b) boshlang'ich o'lchov vositalari (standartlari) nazariyasi; v) o'lchovlar, ularni ta'minlash usullari va vositalari haqidagi fan
GOST R 8.736-2011 O'lchovlarning bir xilligini ta'minlashning davlat tizimi. Bir nechta to'g'ridan-to'g'ri o'lchovlar. O'lchov natijalarini qayta ishlash usullari. Asosiy qoidalar ROSSIYA FEDERATSIYASI MILLIY STANDARTI
4-ma'ruza SI METROLOGIK XUSUSIYATLARI 4.1 SI ning metrologik xarakteristikalari va ularni normallashtirish Metrologik xarakteristikalar (MX) MI ning mosligini baholash imkonini beradigan xarakteristikalardir.
"Arximed" raqamli laboratoriyalari - tabiiy fanlar bo'yicha eksperimentlarni o'tkazish uchun kuchli mobil o'lchash laboratoriyasi. Bir nechta sensorlar, uzluksiz signallarni o'zgartiradigan o'lchov interfeysi
4-MA'RUZA O'lchov vositalarining metrologik xususiyatlari Barcha o'lchov vositalari, ularning o'ziga xos dizaynidan qat'i nazar, o'zlarining funktsional funktsiyalarini bajarishlari uchun zarur bo'lgan bir qator umumiy xususiyatlarga ega.
Fizik miqdorlarni o'lchash GN Andreev Aniq tabiiy fanlar o'lchovlarga asoslanadi.O'lchovlarda kattaliklarning qiymatlari o'lchangan qiymat necha marta katta ekanligini ko'rsatadigan raqamlar sifatida ifodalanadi.
Metrologiya, standartlashtirish va sertifikatlashtirish 1-bob Metrologiya 1-bob Metrologiyaning ob'ekti va predmeti Metrologiya (yunoncha "metron" o'lchovi, "logos" ta'limotidan) - o'lchovlar, birlikni ta'minlash usullari va vositalari haqidagi fan.
ROSSIYA FEDERATSIYASI TA'LIM VA FAN VAZIRLIGI QOZON DAVLAT ARXITEKTURA VA QURILISH UNIVERSITETI
ROSSIYA FEDERASİYASI TA'LIM VA FAN VAZIRLIGI
Rossiya Federatsiyasi Ta'lim va fan vazirligi Federal davlat byudjeti oliy ta'lim muassasasi "G.V. nomidagi Rossiya iqtisodiyot universiteti. Plexanov» NAZARIY
9-ma'ruza NOSTANDARTLANMAGAN O'CHISH ASBORALARINI YARATISH 9. Ma'lumotnoma ma'lumotlarini yaratish va qo'llash bilan bog'liq metrologik ishlar.
I. Fizik miqdorlarni o'lchash. O'lchov xatolarining qisqacha nazariyasi to'g'ridan-to'g'ri o'lchovlar, ular bilvosita o'lchovlar bo'lib, ular jismoniy hisoblash qiymatini taqqoslashdir.
3-ish bir nechta kuzatuvlar bilan to'g'ridan-to'g'ri o'lchov natijalarini standart qayta ishlash 1. ISHNING MAQSADI Ko'p kuzatuvlar bilan to'g'ridan-to'g'ri o'lchovlarni bajarish texnikasi bilan tanishish. Bunga kirish
O'lchov xatosi Vikipediyadan, bepul ensiklopediyadan O'lchov xatosi - bu miqdorning o'lchangan qiymatining haqiqiy qiymatidan chetlanishining taxminidir. O'lchov xatosi
Texnik jihatdan tartibga solish va metrologiya federal agentligining 2018 yil 27 dekabrdagi 2768-sonli buyrug'i bilan TASDIQLANGAN O'lchov asboblarini DAVLAT TEKSHIRISh Sxemasi
1 27.04.01 "Standartlashtirish va metrologiya" yo'nalishi bo'yicha magistraturaga kirish imtihonlarini o'tkazish bo'yicha UMUMIY qoidalar 3 1.1 Federal qonunga muvofiq tuzilgan ushbu dastur.
Belarus Respublikasi Ta'lim vazirligi BELARUSIYA MILLIY TEXNIK UNIVERSITETI E.V. Zhuravkevich Jismoniy ustaxonada o'lchashlar natijalarini qayta ishlash Laboratoriya uchun ko'rsatmalar.
Temir yo'l transporti federal agentligi Ural davlat temir yo'l transporti universiteti L. S. Gorelova T. A. Antropova O'lchov xatolari Ko'p o'lchovlarni qayta ishlash Ekaterinburg
Rossiya Federatsiyasi Qishloq xo'jaligi vazirligi Federal davlat byudjeti oliy kasbiy ta'lim muassasasi "Samara davlat qishloq xo'jaligi"
2-ma'ruza O'lchovlarning tasnifi. Jismoniy miqdorlarni o'lchash. O'lchov turlari va usullari 2.1 O'lchov Fizik miqdorlarni o'lchash miqdorni bir hil miqdor bilan solishtirishdan iborat.
Ish 1. Jismlarning chiziqli o'lchamlari va hajmlarini aniqlash. O'lchov natijalarini qayta ishlash Uskunalar: kaliper, mikrometr, sinov organlari. Kirish Har qanday o'lchovdagi xatolar xatolardan iborat
R.E nomidagi Nijniy Novgorod davlat texnika universiteti. Alekseeva FTOS bo'limi Laboratoriya ustaxonasida o'lchov natijalarini statistik qayta ishlash Popov E.A., Uspenskaya G.I. Nijniy Novgorod
Ilova O'LCHILISh NATIJALARINI QAYTA QILISHDA EKSPERIMENTAL XATOLARNI BAHOLASH Asosiy tushunchalar. Materiallarning mustahkamligi laboratoriyasida o'tkazilgan barcha eksperimental tadqiqotlar o'lchovlar bilan birga keladi
UDC 373.167.1:3 BBC 22.3ya72 K28 K28 Kasyanov, V. A. Fizika. 10-sinf. Asosiy va yuqori darajalar: laboratoriya ishlari uchun daftar / V. A. Kasyanov, V. A. Korovin. 3-nashr, stereotip. M.: Drofa, 2017.
ROSSIYA FEDERASİYASI TA'LIM VA FAN VAZIRLIGI Federal davlat byudjeti oliy kasbiy ta'lim muassasasi "UFA DAVLAT AVIATSION TEXNIKASI"
Laboratoriya ishi 1.01 QATTIQ Jismning Zichligini Aniqlash E.V. Kosis, E.V. Jdanova Ishning maqsadi: eng oddiy jismoniy o'lchovlarni o'tkazish metodologiyasini, shuningdek xatolarni baholashning asosiy usullarini o'rganish.
O'LCHISH NATIJALARINI MATEMATIK QAYTA QILISH BO'YICHA TALAB QILGAN MA'LUMOT Laboratoriya amaliyotida siz doimo fizik kattaliklarni o'lchash bilan shug'ullanasiz. To'g'ri muomala qila olishi kerak
1-bo'lim MEXANIKA Ishlash 1.1 To'pning zarba vaqtini o'lchash. Tasodifiy xatolarni baholashning statistik usuli Uskunalar: shtat, to'plar, elektron qarshi soniya hisoblagichi. Kirish Jismoniy o'lchov
ROSSIYA FEDERASİYASI TA'LIM VA FAN VAZIRLIGI
ROSSIYA FEDERASİYASI TA'LIM VAZIRLIGI Orenburg davlat universiteti oliy kasb-hunar ta'limi davlat ta'lim muassasasi L.N. TRETIAK NATIJALARINI QAYTA QILISH
“Infokommunikatsiyalarda metrologiya, standartlashtirish va sertifikatlashtirish” fanining ish dasturiga izoh Ishchi dastur “Metrologiya, standartlashtirish va sertifikatlashtirish” fanini o‘qitish uchun mo‘ljallangan.
1-VAZIFA (kod 04) TEXNIK QURILMALARNI TEKSHIRISh ASOSIY METROLOGI 5 ta nominal boʻlinmali magnitoelektrik tizimning texnik ampermetri 100 ta boʻlinmaning noldan raqamli boʻlinishlariga ega.
MOSKVA ENERGIYA INSTITUTI (TEXNIK UNIVERSITETI)
Yog'och blokning zichligini aniqlash. Ishning maqsadi: xatolar nazariyasi bilan tanishish, eng oddiy o'lchovlarni qanday qilishni o'rganish, o'lchash xatolarini topish, olinganlarni qayta ishlash va tahlil qilish.
3-MA'RUZA O'lchov turlari, usullari va vositalari Fizik miqdorni o'lchash - bu taqqoslashdan iborat (aniq) fizik miqdor birligini saqlaydigan texnik vositalardan foydalanish bo'yicha operatsiyalar majmui.
Â. n. KAKENOVA, T. n. GRAPH, Å. Â. TÅSLÅNOKO, Å. A. PUL TARKIBI, strategiya va to'yinganlik. AMALIYAT V. N. Kainovaning umumiy tahriri ostida Anogogo mashinostroyya (UMO AM) universitet talabalari uchun darslik sifatida, "Konstruktor-texnologik kosmik kema" tayyorlash yo'nalishi bo'yicha Mashinasozlik ishlab chiqarishlarini davolash» SANC-PASTROROG MONOSCLA 2015 BBC 30.10-73. Kainova V. N., Grebneva T N., Teslenko E. V., Kulikova E. A. K 12 Metrologiya, standartlashtirish va sertifikatlash: Seminar: Darslik / Ed. V. N. Kainoy. - Sankt-Peterburg: "Lan" nashriyoti, 2015. - 368 b.: kasal. - (Oliy o‘quv yurtlari uchun darsliklar. Maxsus adabiyotlar). ISBN 9785811418329 Darslikda mahsulotlarning geometrik xususiyatlarini standartlashtirish, shuningdek, o'lchash vositalarini tanlash va to'g'ridan-to'g'ri va bilvosita usullar bilan amalga oshiriladigan bir va ko'p o'lchovlar natijalarini qayta ishlash bo'yicha nazariy va ma'lumotnoma va uslubiy materiallar mavjud. “Metrologiya, standartlashtirish va sertifikatlashtirish” fanidan amaliy mashg‘ulotlar va mustaqil ishlarni bajarishda foydalaniladigan topshiriqlar variantlari ishlab chiqilgan. Oliy taʼlim muassasalarining bakalavr, magistratura va bitiruvchilarni tayyorlashning texnik yoʻnalishlarida tahsil olayotgan talabalar uchun moʻljallangan. Mashinasozlik sohasida mahsulotlar ishlab chiqaruvchi va ishlab chiqaruvchi korxona va tashkilotlarning muhandislik-texnik xizmatlari uchun foydali bo'lishi mumkin. BBK 30.10ya73 Taqrizchilar: F. F. REPIN - t.f.n. P. M. KOROLEV - texnika fanlari nomzodi, deputat. OAO NAZ "SOKOL" bosh texnologi. Muqova EA VLASOVA RF mualliflik huquqi qonuni bilan himoyalangan. Nashriyotning yozma ruxsatisiz butun kitobni yoki uning biron bir qismini takrorlash taqiqlanadi. Qonunni buzishga har qanday urinish jinoiy javobgarlikka tortiladi. © "La;" nashriyoti n", 2015 © Mualliflar jamoasi, 2015 © "Lan" nashriyoti, badiiy dizayn, 2015 SO'Z SO'ZI “Metrologiya, standartlashtirish va sertifikatlashtirish” fanining kunduzgi va sirtqi ta'lim kasbiy siklining asosiy qismidir. bakalavrlar, magistrlar va magistrlarni tayyorlashning texnik yo'nalishlarida tahsil olayotgan oliy ta'lim muassasalari talabalari. Ushbu qo'llanma birinchi marta seminar shaklida ishlab chiqilgan, oldingi nashrlarida nazariy materiallar va ma'lumotnomalar mavjud edi. Qo‘llanma mualliflari standartlashtirish va geometrik parametrlarning to‘g‘riligini nazorat qilish masalalarini o‘rganishda, konstruktorlik va texnologik hujjatlar sohasida standartlashtirish masalalarida katta tajribaga ega. Zamonaviy o‘quv dasturlarida o‘quvchilarning mustaqil va amaliy ishlarini bajarishga jiddiy e’tibor qaratilayotganini hisobga olib, amaliy mashg‘ulot shaklida o‘quv qo‘llanmasini yaratish zarurati tug‘ildi. Ko'rib chiqilayotgan barcha mavzular bo'yicha qo'llanmada nazariy qism, vazifalar variantlari va ularni hal qilish misollari qisqacha keltirilgan. Qo'llanma besh bob va qo'shimchalardan iborat bo'lib, ularda topshiriqlarni bajarish uchun zarur bo'lgan standartlardan mos yozuvlar jadvallari mavjud. T. N. Grebneva birinchi bobni, to'rtinchi bobdan kalitli va shpilli ulanishlar bo'limlarini tayyorladi. Ikkinchi va uchinchi boblar, shuningdek, vositalarni tanlash bo'limi 4 Beshinchi bobdan o'lchovlarning so'zboshi E. V. Teslenko tomonidan tuzilgan. E. A. Kulikova to'rtinchi bobdan metrik ip parametrlarini normalash bo'limi va beshinchi bobdan o'lchov xatolarini hisoblash bo'limini ishlab chiqdi. Ehtimollar nazariyasi asoslari, matematik statistika va o'lchov natijalarini qayta ishlash bo'yicha beshinchi bobning bo'limlari VN Kainova tomonidan tuzilgan. Qo'llanmaning umumiy nashri dotsent, texnika fanlari nomzodi Valentina Nikolaevna Kainova tomonidan yakunlandi. Mualliflar fan nomzodiga darslik mazmunini takomillashtirish yuzasidan bildirgan qimmatli taklif va mulohazalari uchun chuqur minnatdorlik bildiradilar. Aniq fanni o'lchovsiz tasavvur qilib bo'lmaydi. DI Mendeleev Dizaynerning taxtasidan qanchalik ishonchli emasligi aniqlansa, u qanchalik qimmatga tushadi. AA Tupolev KIRISH Dizayn hujjatlari mahsulotlarning dizayn sifatini belgilaydi. Bu qayta ishlash va yig'ish, nazorat qilish va o'lchash operatsiyalari uchun texnologik jarayonlarni loyihalashda, shuningdek sertifikatlash ishlarini bajarishda foydalaniladigan hujjatlarning asosiy turi. Dizayn hujjatlarini ishlab chiqishda amaldagi standartlar talablariga rioya qilish kerak. Aniqlik mahsulot sifatiga, ularni ishlab chiqarishning murakkabligiga va natijada narxga sezilarli ta'sir qiladi. Ushbu qo'llanmaning maqsadi talabalarga ushbu muammolarni hal qilishda yordam berishdir. Qo'llanma besh bob va qo'shimchalardan iborat bo'lib, ularda topshiriqlarni bajarish uchun zarur bo'lgan standartlardan mos yozuvlar jadvallari mavjud. Birinchi bobda silliq silindrsimon bo'g'inlar uchun toleranslar tizimi (ESDP) haqida umumiy tushunchalar, shuningdek toleranslar va moslamalarni tanlash va hisoblash bo'yicha tavsiyalar va misollar, o'lchov zanjirlarini hisoblash usullari berilgan. Ikkinchi bob sirt pürüzlülüğü, mashina qismlari sirtlarining shakli va joylashishining aniqligi masalalariga bag'ishlangan, shuningdek, geometrik tolerantliklarning raqamli qiymatlarini hisoblash va ularni chizmalarda ko'rsatish bo'yicha tavsiyalarni o'z ichiga oladi. Uchinchi bobda rulmanli bo'g'inlar ko'rib chiqiladi, moslamalarni tanlash va chizmalarni chizish bo'yicha tavsiyalar beriladi. 6 Kirish To'rtinchi bobda tukli tugmachalar, to'g'ri shpallar, tishli ulanishlar va tishli uzatmalar haqida ma'lumotlar mavjud. Beshinchi bobda mashinasozlik ishlab chiqarishini metrologik ta'minlash masalalari yoritilgan: o'lchov xatolarini tahlil qilish, o'lchov vositalarini tanlash bo'yicha tavsiyalar, ehtimollar nazariyasi va matematik statistika asoslari, aniq vaziyatlar ko'rib chiqiladi. 1-BOB Silindrsimon bo'g'inlarning to'g'riligini tartibga solish 1.1. ESDP. SIL BO'G'INLARNING TOLERANSLARI VA FITINGLAR 1.1.1. GOST 25346-89 MUVOFIQ ATAMALAR VA TA'RIFLAR 1.1 AMALIY DARS UCHUN NAZARIY QISM Chiziqli o'lchamlarning aniqligini standartlashtirish Yagona bardoshlik va moslamalar tizimi (ESDP) standartlari bo'yicha amalga oshiriladi. Ushbu tizim uchun asosiy standart GOST 25346-89 "ONV. Tolerantlik va qo'nishning yagona tizimi. Umumiy qoidalar, tolerantlik seriyalari va asosiy og'ishlar. Hajmi - tanlangan o'lchov birliklarida chiziqli miqdorning raqamli qiymati. O'lchamlarni erkin va juftlashuvchi, qoplangan (vallar) va qoplama (teshiklar) ga bo'lish odatiy holdir. Teshik - an'anaviy ravishda qismlarning ichki elementlariga, shu jumladan silindrsimon bo'lmagan elementlarga nisbatan qo'llaniladigan atama. Shaft - bu an'anaviy ravishda qismlarning tashqi elementlarini, shu jumladan silindrsimon bo'lmagan elementlarni belgilash uchun ishlatiladigan atama. Milning barcha parametrlari kichik lotin harflari bilan, barcha teshik parametrlari esa katta harflar bilan ko'rsatilgan. Hajmi haqiqiy, nominal yoki chegaraviy (eng katta yoki eng kichik) bo'lishi mumkin. Haqiqiy o'lcham - elementning o'lchami, ruxsat etilgan xato bilan o'lchov bilan o'rnatiladi. Cheklangan o'lchamlar - elementning ikkita maksimal ruxsat etilgan o'lchamlari (eng katta va eng kichik), ular orasida tegishli qismning haqiqiy hajmi bo'lishi kerak: Dmax, Dmin - mos ravishda teshikning eng katta va eng kichik chegara o'lchamlari; dmax, dmin - mos ravishda eng katta va eng kichik mil o'lchamlari. Nominal o'lcham - og'ishlar aniqlanadigan o'lcham. Nominal o'lchamning qiymati qismning mustahkamligi, qattiqligi, egilishi va boshqalar uchun bajarilgan muhandislik hisob-kitoblariga ko'ra topiladi. , GOST 6636-69 bo'yicha oddiy chiziqli o'lchamlar qatorlarida keyingi yaxlitlash bilan xavfsizlik omilini (2, 3 yoki undan ko'pga teng) hisobga olgan holda: d - nominal mil diametri; D - nominal teshik diametri. Nominal o'lcham og'ishlar uchun boshlang'ich nuqta bo'lib xizmat qiladi - haqiqiy yoki chegara (yuqori va pastki). ESDP tizimidagi barcha nominal o'lchamlar bir qator intervallarga bo'lingan. Og'ish - o'lcham (haqiqiy, chegara) va mos keladigan nominal kattalik o'rtasidagi algebraik farq. Cheklangan og'ish (yuqori yoki pastki) - chegara va mos keladigan nominal o'lchamlar o'rtasidagi algebraik farq (1.1-rasm): E, e - mos ravishda teshik va milning haqiqiy og'ishlari; ES, es - mos ravishda teshik va milning yuqori chegarasi og'ishlari; EI, ei - mos ravishda teshik va milning pastki chegarasi og'ishlari. ES = Dmax – D; es = dmax – d; EI = Dmin – D; (1.1) ei = dmin – d. (1.2) Bu yerdan cheklovchi o'lchamlarni nominal kattalikning algebraik yig'indisi va tegishli cheklovchi og'ish sifatida quyidagi formulalar bo'yicha aniqlash mumkin: 1-bob. Silindrsimon silliq birikmalarning aniqligini baholash 9-rasm. 1.1 Cheklangan o'lchamlar va og'ishlar: a, b - miller; teshiklari. Dmax = D + ES; dmax = d + es; Dmin = D + EI; (1.3) dmin = d + ei. (1.4) Teshik va milning (T) tolerantligi cheklovchi o'lchamlardagi farq yoki chegara og'ishlardagi algebraik farq sifatida ifodalanishi mumkin: TD = Dmax - Dmin = ES - EI; (1.5) Td = dmax – dmin = es – ei. (1.6) Tolerantlikning nominal o'lchamga bog'liqligi bardoshlik birligi bilan ifodalanadi, u 500 mm gacha bo'lgan o'lchamlar uchun i (mkm) harfi bilan, 500 mm dan ortiq o'lchamlar uchun esa - I (mkm) bilan belgilanadi. Bu aniqlikning xarakteristikasi (nominal o'lchamning funktsiyasi). Nominal o'lchamga qarab bardoshlik birligining yaxlitlangan qiymatlari 1.1-jadvalda keltirilgan. GOST 25346-89 ga muvofiq, standart bardoshlik (IT) - bu sifat (aniqlik darajasi) bilan belgilanadigan va ITn sifat raqamini hisobga olgan holda shartli ravishda belgilanadigan ushbu bardoshlik va moslashish tizimi tomonidan o'rnatilgan har qanday bardoshlik. . 10 Metrologiya, standartlashtirish va sertifikatlashtirish T a b l e 1.1 O'lchov oraliqlari, mm Tolerantlik birliklarining yaxlitlangan qiymatlari i, mkm dan 3 sv. 3 dan 6 gacha 6 dan 10 gacha. 10 dan 18 gacha 18 dan 30 gacha. 30 dan 50 gacha 50 dan 80 gacha. 80 dan 120 gacha. 120 dan 180 gacha. 180 dan 250 gacha. 250 dan 315 gacha. 315 dan 400 St. 400 dan 500 gacha i 0,6 0,8 0,9 1,1 1,3 1,6 1,9 2,2 2,5 2,9 3,2 3,6 4 Sifat - barcha nominal o'lchamlar uchun bir xil darajadagi aniqlik mos deb hisoblangan toleranslar to'plami. O'lchamlar va malakalar oralig'iga qarab o'lchamdagi toleranslar B ilova, B.1-jadvalda keltirilgan. Hisoblash 0,997 ehtimollik bilan 20 ° C normal harorat uchun qilingan. Shunday qilib, sifat deganda tolerantlik birliklari soni deb ataladigan a koeffitsienti bilan ifodalangan doimiy nisbiy aniqlik bilan tavsiflangan ma'lum diapazonning barcha nominal o'lchamlari tolerantliklari yig'indisi tushuniladi (1.2-jadval). a koeffitsienti qiymatlari diapazoni afzal qilingan raqamlarning R5 diapazoniga mos keladi. 1.2-jadval Sifat Tolerantlik birliklari sonining qiymatlari malaka soniga qarab 5 6 7 8 9 10 11 12 13 14 15 16 17 a 7 10 16 25 40 64 100 160 250 4016 dan 1000 gacha Barcha o'lchamlar oralig'ida berilgan sifat uchun a birliklari doimiy bo'lib, bardoshlik qiymati nominal o'lcham va sifat soniga bog'liq. Shuning uchun nominal o'lchamga qarab 5 dan 17 gacha bo'lgan tolerantlik qiymati ITn = a⋅i formulasi bilan aniqlanishi mumkin; (1.7) bu erda a - bardoshlik birliklari soni; i - bardoshlik birligi, mikron. 1-bob. Silliq silindrsimon bo'g'inlarning aniqligini baholash 11 Nominal o'lchamning (giperbolik bog'liqlik) funktsiyasi bo'lgan bardoshlik birligi i \u003d 0,453 D + 0,001D formulasi bo'yicha hisoblanadi, bu erda D \u003d Dmax Dmin, ya'ni. har bir intervalning (Dmax va Dmin) ekstremal o'lchamlarining geometrik o'rtacha qiymati, mm. Standart 20 ta malakani belgilaydi: 01, 0, 1, 2, ..., 18. 01 dan 4 gacha bo'lgan malakalar asosan kalibrlar uchun mo'ljallangan. Chizmalardagi ijro etuvchi o'lchamlar nominal o'lcham va bardoshlik maydoni bilan berilgan. Tolerantlik maydoni eng katta va eng kichik chegara o'lchamlari bilan cheklangan va bardoshlik qiymati va nominal o'lchamga nisbatan pozitsiyasi bilan belgilanadi. Tolerantlik maydonlarining grafik tasviri bilan nominal o'lchamning pozitsiyasi nol deb nomlangan chiziq bilan tasvirlangan. Og'ishlar nol chiziqqa perpendikulyar bo'ylab hisoblanadi: yuqoriga - ijobiy belgi bilan va pastga - salbiy belgi bilan. Yuqoridan va pastdan bardoshlik maydonini cheklaydigan gorizontal chiziqlar, mos ravishda, eng katta va eng kichik diametrli silindrsimon sirtlarning yuqori generatrislari. Tolerantlik maydonining pozitsiyasi asosiy og'ish bilan o'rnatiladi, bu ESDPda nol chiziqqa eng yaqin bo'lgan ikkita chegara og'ishlaridan biri (yuqori yoki pastki) deb ataladi. Shunday qilib, nol chiziqdan yuqorida joylashgan bardoshlik maydonlari uchun asosiy og'ish pastki og'ish bo'ladi va nol chiziq ostida joylashgan bardoshlik maydonlari uchun yuqori og'ish. Asosiy og'ishlar lotin alifbosi harflari bilan ko'rsatilgan: kichik harflar - miller uchun (a–zc), katta harflar - teshiklar uchun (A–ZC). 500 mm gacha bo'lgan o'lchamlar uchun miller va teshiklarning asosiy og'ishlari uchun 27 ta variant mavjud (1.3-jadval). Asosiy og'ishlarning tartibi 1.2-rasmda ko'rsatilgan. 12 Metrologiya, standartlashtirish va sertifikatlash T a b l e 1.3 Asosiy teshik va mil og‘ishlarining belgilari Teshiklar A B C D E EF F FG G H Js K Millar a b c d e eff f fg g h js k m Teshiklar N P R S T U V X Y Z ZA ZB ZC Shafts M u vz n u zb pz. 1.2 Asosiy og'ishlar: a - teshiklar; b - vallar; I - bo'shliq bilan qo'nish uchun; II - o'tish qo'nishlari uchun; III - aralashish moslamasi uchun. Asosiy og'ishlar orasida H, h, Js, js belgilari bilan og'ishlar alohida o'rin egallaydi. H, h harflari 1-bob. Silliq silindrsimon birikmalarning aniqligini baholash 13 mos ravishda asosiy teshik va asosiy milning bardoshlik maydonlarini bildiradi. Asosiy mil (h) - asosiy yuqori og'ish nolga teng bo'lgan mil: es = 0. Asosiy teshik (H) - asosiy pastki og'ishi nolga teng bo'lgan teshik: EI = 0. Asosiy teshikning bardoshlik maydonlari va asosiy mil "tana" detallariga yo'naltiriladi va materialning maksimal hajmini aniqlaydi. Maksimal material hajmi atamasi chegara o'lchamlarini anglatadi, bu qism materialining eng katta hajmiga, ya'ni tashqi (erkak) elementning (val) eng katta chegara o'lchamiga yoki ichki qismning eng kichik chegara o'lchamiga ( ayol) element (teshik). GOST 25346da "materialning maksimal chegarasi" atamasi GOST R 53090-2008 bo'yicha "materialning maksimal hajmi" atamasi bilan taxminan bir xil ma'noda qo'llaniladi. Js, js belgilari mos ravishda teshik va milning og'ishlarining nosimmetrik (tolerantlik maydoni) joylashishiga mos keladi (1.2-rasm). Asosiy og'ishning qiymati belgiga va nominal o'lchamning qiymatiga bog'liq. Tolerantlik maydonlarining ikkinchi og'ishi (1.3-rasm) asosiy og'ish qiymatlarining algebraik farqi yoki algebraik yig'indisi va o'lcham kvalifikatsiyasi bilan ko'rsatilgan teshik yoki milning standart bardoshliligi ITn sifatida aniqlanadi, quyidagilarga ko'ra. formulalar (asosiy og'ishning belgisi va uning joylashishini hisobga olgan holda): ES = EI + ITn ( A dan H gacha); (1.8) EI = ES – ITn (K dan ZC gacha); (1.9) ei = es – ITn (a dan h gacha); (1.10) es = ei + ITn (k dan zc gacha). (1.11) Asosiy og'ishlarning raqamli qiymatlari B ilovasida, vallar uchun - B.2-jadvalda, teshiklar uchun - B.3-jadvalda keltirilgan. 14 Metrologiya, standartlashtirish va sertifikatlashtirish Rasm. 1.3 Tolerantlik maydonlarining joylashuvi: a - teshiklar (ES va EI - ijobiy); b - mil (es va ei - salbiy). Tolerantlik maydoni bardoshlik qiymati va nominal o'lchamga nisbatan pozitsiyasi bilan aniqlanganligi sababli, GOST 25436 ga muvofiq uning belgisi nominal o'lcham qiymatini, asosiy og'ishning belgilanishini va sifat raqamini o'z ichiga olishi kerak. Masalan: ∅30F7 va ∅30f6. Birinchi o'lcham teshikka, ikkinchi o'lcham esa milga tegishli. Chizmalardagi bardoshlik maydonlari va o'lchamlarning maksimal og'ishlari GOST 2.307-2011 bo'yicha ESKD ga muvofiq quyidagicha ko'rsatilgan: 1) bardoshlik maydonlarining belgisi (harf va raqam); ommaviy ishlab chiqarishda tavsiya etilgan: ∅20m6, ∅50H7, ∅100f8 va boshqalar; 2) chegara og'ishlarining raqamli qiymatlari (yuqori va pastki chetlanishlar) mm; bitta ishlab chiqarishda tavsiya etiladi: +0,025; ∅100−0,036; ∅20++0,021 0,008; ∅50 −0,090 3) aralash usul; ommaviy ishlab chiqarishda va o'quv maqsadlarida tavsiya etilgan: Aralash yo'l bilan yozish tolerantlik maydonini ikki marta ko'rsatishni anglatadi: birinchi navbatda an'anaviy belgilar bilan (harf va 15-bob 1. Silliq silindrsimon bo'g'inlarning aniqligini raqam bilan baholash), keyin esa qavs ichida chegara og'ishlarining qiymatlari bilan. Qavs tolerantlik maydonini yozishning bir usulini boshqasidan ajratib turadi. Chizmalar bo'yicha maksimal og'ishlar bilan o'lchamlarni chizishda quyidagi qoidalarga rioya qilish kerak: yuqori va pastki og'ishlar ikki qatorda asosiyning yarmi o'lchamdagi shriftda yoziladi, yuqori og'ish pastki qismdan yuqoriga qo'yiladi: ∅30+ +0,075 0,051; yuqori va pastki og'ishlarni yozishda belgilar soni bir xil bo'lishi kerak, masalan, ∅30−−0,007 0,040; nolga teng og'ishlar ko'rsatmaydi, masalan +0,021 ∅30; ∅30–0,033; og'ishlarning nosimmetrik joylashuvi bilan ularning qiymati nominal o'lchamdagi raqamlarga balandlikda teng bo'lgan raqamlar bilan "±" belgisidan keyin beriladi, masalan, ∅30 ± 0,026. AMALIY DARSNI BAJARISH TARTIBI 1.1 Bo'limning nazariy qismi bilan tanishish. Amaliy ishning topshirig'ini (variantini) oling. Variantlar 1.4-jadvalda keltirilgan. T a b l e 1.4 Amaliy dars uchun topshiriqlar varianti 1.1 Variant soni O‘lchamlar soni Variantlar soni Variantlar soni Variantlar soni 7 45h6 12 85S7 85h6 21 50H11 50d10 4 65g6 65H76012s 55H7612s E9 5 112G6 112h5 14 102D8 102h7 23 12P5 12h5 6 35M5 35h4 15 135m5 135H6 24 240G7 24 0h6 72E7 72h6 7 16 58e8 58H9 25 20s7 20H8 8 1817s 8 1817s 24k6 24H7 9 28a11 18 32c11 32H12 27 210r6 210H7 28H12 Ish. Berilgan o'lchamlarning toleranslari va maksimal og'ishlarini hisoblang va tolerantlik maydonlarini aralash usulda yozing (murakkablikning 1-darajasi); tolerantlik maydonlarining sxemalarini qurish uchun murakkablikning 2-darajasida. 16 Metrologiya, standartlashtirish va sertifikatlashtirish Yechim. 1. Berilgan nominal o'lchamlar uchun bardoshlik birligining qiymatini 1.1-jadvalda toping. 2. Berilgan malaka raqamiga qarab 1.2-jadvalga muvofiq tolerantlik birliklari sonini aniqlang. 3. (1.7) formuladan foydalanib, berilgan o'lchamlar uchun bardoshlik qiymatini hisoblang. 4. Hisoblangan bardoshlik qiymatini B ilovaning B.1-jadvaliga muvofiq standart qiymatga yaxlitlang. 5. Asosiy og'ishlarning turi va qiymatini (B.2 va B.3-jadvallar), shuningdek, ikkinchi og'ishlarni aniqlang. (1.8) , (1.9) yoki (1.10), (1.11) formulalariga muvofiq berilgan oʻlchamlar uchun tolerantlik maydonlarining. 6. Tolerantlik maydonlarini aralash tarzda ko'rsatib, berilgan o'lchamlarni yozing. 7. 1.3-rasmga o'xshash berilgan o'lchamlar uchun bardoshlik maydonlarining sxemalarini tuzing. AMALIY DARSNI BAJARISH NAMALLARI 1.1-misol 1-misol (murakkablikning 1-darajasi) Topshiriq. ∅30H7 va ∅30f6 o'lchamlarning toleranslari va chegara og'ishlarini hisoblang va tolerantlik maydonlarini aralash tarzda yozing. Yechim. 1. ∅30 o'lcham uchun 1.1-jadvaldan i = 1,3 mkm bardoshlik birligining qiymatini toping. 2. 1.2-jadvalga muvofiq bardoshlik birliklari sonini aniqlang: 7-sinf uchun -a = 16; 6-sinf uchun -a = 10. 3. (1.7) formula bo'yicha berilgan o'lchamlar uchun bardoshlik qiymatini hisoblang: teshik uchun IT7 = a ⋅ i = 1,3 ⋅ 16 = 20,8 mkm; mil uchun IT6 = a ⋅ i = 1,3 ⋅ 10 = 13 mkm. 4. B.1-jadvalga muvofiq standart bardoshlik qiymatlarini toping: IT7 = 21 mkm; IT6 = 13 mkm. 5. (1.8), (1.9) yoki (1.10), (1.11) formulalar bo'yicha berilgan o'lchamlar uchun asosiy og'ishlarning turi va qiymatini va bardoshlik maydonlarining ikkinchi og'ishlarini aniqlang. 1-bob. Silliq silindrsimon birikmalarning aniqligini baholash 17 5.1. ∅30H7 o'lchami asosiy og'ish Hga ega (B.3-jadval), bu EI = 0 ga teng pastroq og'ish bilan mos keladi, ikkinchi og'ish (1.8) formula bilan aniqlanadi: ES = EI + IT7 = 0 + 21 = +21 mkm. 5.2. ∅30f6 o'lchamda f asosiy og'ish mavjud bo'lib, u es = –20 mkm ga teng bo'lgan yuqori og'ish bilan mos keladi (B.2-jadval). Formula (1.10) bo'yicha pastki milning egilishi: ei = es – ITn = –20 – 13 = –33 mkm. 6. Tolerantlik maydonini aralash tarzda ko'rsatgan holda belgilangan o'lchamlarni yozing: ∅30H7 (+0,021); ∅30f 6 (−−0,020 . 0,033) 2-misol (2-chi qiyinchilik darajasi) Topshiriq. Chegaraviy og'ishlarni hisoblang, chegara o'lchamlari ∅30H7 va ∅30f6, bardoshlik maydonlarini aralash tarzda yozing va bardoshlik maydonlarini tuzing. Yechim. ∅30H7 o'lchami uchun quyidagilarni aniqlang: 1. Asosiy og'ish H turi va qiymati: EI = 0 (B.3-jadval). 2. Standart bardoshlik qiymati IT7 = 21 (B.1-jadval). 3. (1.8) formula bo'yicha ikkinchi og'ishning qiymati: ES = EI + IT7 = 0 + 21 = +21 mkm. 4. Tolerantlik maydonini aralash usulda yozing: ∅30H7 (+0,021). 5. Formulalar (1.3) yordamida teshikning chegara o'lchamlarini hisoblang: Dmax = D + ES = 30.000 + 0.021 = 30.021; Dmin = D + EI = 30.000 + 0 = 30.000. ∅30f6 o'lcham uchun quyidagilarni aniqlang: 1. Asosiy og'ish f turi va qiymati: es = –20 (B.2-jadval). 18 Metrologiya, standartlashtirish va sertifikatlashtirish Rasm. 1.4 Tolerantlik maydonlarini joylashtirish sxemalari: a - teshiklar ∅30H7; b - milya ∅30f6. 2. Standart bardoshlik qiymati IT6 = 13 mkm (B.1-jadval). 3. (1.10) formula bo'yicha ikkinchi og'ishning qiymati: ei = es – IT6 = –20 – 13 = –33 mkm. 4. Tolerantlik maydonini aralash tarzda yozing: ∅30f 6 (−−0,020 . 0,033) 5. Formulalar (1,4) yordamida milning maksimal o'lchamlarini hisoblang: dmax = d + es = 30,000 - 0,020 = 29,980; dmin = d + ei = 30.000 - 0.033 = 29.967. 6. ∅30H7 (1.4a-rasm) va ∅30f6 (1.4b-rasm) uchun tolerantlik maydonlarining sxemasini tuzing. 1.1.2. QO'SHMALAR VA ULARNING XUSUSIYATLARI. QO'NISH TIZIMLARI 1.2 AMALIY DARSNI NAZARIY QISM O'rnatish ikki qismning ulanishi bo'lib, natijada bo'shliq yoki shovqin paydo bo'ladi. O'lchovlardagi farq 1-bob. Yig'ishdan oldin teshik va milning silliq silindrsimon bo'g'inlarining 19-ning to'g'riligini baholash qismlarning ulanish xususiyatini aniqlaydi. Bo'shliq bilan qo'nishlarni, aralashish moslamasi bilan qo'nishlarni va o'tish qo'nishlarini ajrating. Qo'nish joylarini shakllantirish uchun asosiy teshik H yoki asosiy mildan h ishlatiladi. Asosiy mil - bu yuqori (asosiy) og'ish nolga teng bo'lgan mildir: es = 0 → h. Asosiy teshik - pastki (asosiy) og'ishi nolga teng bo'lgan teshik: EI \u003d 0 → H. Nominal mos o'lcham - ulanishni tashkil etuvchi teshik va mil uchun umumiy nominal o'lcham. Fit xususiyatlariga mahkamlik, bo'shliqlar va moslashishga chidamlilik kiradi. Tozalash (S) - teshikning o'lchami milning o'lchamidan kattaroq bo'lsa, yig'ilishdan oldin teshik va milning o'lchamlari o'rtasidagi farq. Oldindan yuklash (N) - milning o'lchamlari teshikning o'lchamidan kattaroq bo'lsa, milning o'lchamlari va montajdan oldingi teshik o'rtasidagi farq. Fit bardoshlik - ulanishni tashkil etuvchi teshik va milning tolerantliklarining yig'indisi: TS (TN) = TD + Td. Guruch. 1.5 Bo'shliqqa ega bo'lgan moslamalarning bardoshlik maydonlarining sxemasi (1.12) 20 Metrologiya, standartlashtirish va sertifikatlash Bo'shliqli moslama - bu ulanishda doimo bo'shliq hosil bo'ladigan fitna, chunki eng kichik chegara teshik o'lchami yoki dan kattaroqdir. eng katta chegara o'lchamiga teng. O'rnatishning grafik tasviri bilan teshik bardoshlik maydoni milya bardoshlik maydonining ustida joylashgan (1.5-rasm). Bo'shliqqa ega bo'lgan moslikning cheklovchi xarakteristikalari eng katta va eng kichik bo'shliqlar va bo'shliqqa chidamlilikdir: Smax = Dmax - dmin = ES - ei; (1.13) Smin = Dmin – dmax = EI – es; (1.14) TS = Smax – Smin = TD + Td. (1.15) Interferentsiya moslamasi bo'g'inda doimo interferensiya hosil bo'ladigan moslamadir, ya'ni eng katta chegara teshik o'lchami milning eng kichik chegara o'lchamidan kichik yoki unga teng. Grafik tasvir bilan teshik bardoshlik maydoni milya bardoshlik maydoni ostida joylashgan (1.6-rasm). Interferentsiya moslashuvining cheklovchi xarakteristikalari eng katta va eng kichik interferensiya va interferentsiyaga chidamlilikdir: 1-rasm. 1.6. Interferentsiyaga to'g'ri keladigan tolerantlik maydonlarining sxemasi 1-bob. Silindrsimon tekis birikmalarning aniqligini standartlashtirish 21 1.6-rasm. 1.7 Nmax = dmax - Dmin = es - EI o'tish mos tolerantlik maydonlarining tartibi; (1.16) Nmin = dmin – Dmax = ei – ES; (1.17) TN = Nmax – Nmin = TD + Td. (1.18) O'tish moslamasi - teshik va milning haqiqiy o'lchamlari nisbatiga qarab, birlashmada ham bo'shliq, ham shovqin bo'lishi mumkin bo'lgan moslama. Tolerantlik maydonining grafik tasviri bilan teshik va mil to'liq yoki qisman bir-biriga yopishadi (1.7-rasm). O'tish moslamasining cheklovchi xarakteristikalari eng katta bo'shliq, eng katta shovqin mosligi va moslashish tolerantligidir: Smax = Dmax - dmin = ES - ei; (1.19) Nmax = dmax – Dmin = es – EI; (1.20) TS/N = Smax + Nmax = TD + Td. (1.21) 1.8-rasmdagi diagrammada cheklovchi xarakteristikalar orqali klirens sig'ish tolerantligi, o'tish moslamasi va interferentsiya mosligini hisoblash tasvirlangan. Bo'shliqlar va zichlik qarama-qarshi xususiyatga ega bo'lganligi sababli, bo'shliqlarni noldan ijobiy tomonga, zichlikni esa salbiy tomonga qo'yish odatiy holdir. Sxemaga muvofiq muammo geometrik tarzda hal qilinadi, ya'ni sig'imga chidamlilik sig'imning chegaraviy xususiyatlariga teng bo'lgan segmentlar orasidagi farq sifatida aniqlanadi (bo'shliqqa ega bo'lgan qo'nish va qo'nish moslamasi bilan qo'nish uchun. ), yoki ularning yig'indisi sifatida (o'tish moslamasi uchun). 22 Metrologiya, standartlashtirish va sertifikatlashtirish Rasm. 1.8 Cheklovchi xarakteristikalar bo'yicha moslashish tolerantligini hisoblash sxemasi Mos belgisi moslikning nominal o'lchamidan keyin ko'rsatiladi. Qo'nish kasr bilan ko'rsatilgan, uning numeratorida teshikka chidamlilik maydonining belgisi va maxrajda - milya bardoshlik maydonining belgisi ko'rsatilgan. Aralash belgilash usuli bilan, teshik va milning bardoshlik maydonlari belgisidan so'ng, ushbu bardoshlik maydonlarining maksimal og'ishlarining raqamli qiymatlari qavslar ichida ko'rsatilgan. Masalan: ∅40 H7/ k6; ∅40 H7 (+0,025) H7 ; ∅50. k6 k6 (+0,018 +0,002) Tolerantlik va moslamalar tizimi tabiiy ravishda nazariy va eksperimental tadqiqotlar asosida qurilgan tolerantlik va moslamalar qatoridir. Uchish maydonchalari ikkita tizimda belgilanishi mumkin: teshik tizimida (SH) va mil tizimida (Sh). Teshik tizimining qo'nish joylari - kerakli bo'shliqlar va shovqinlar turli xil asosiy og'ishlarning milya bardoshlik maydonlarini asosiy teshikning H (EI \u003d 0) bardoshlik maydoni bilan birlashtirish orqali olinadigan maydonchalar. Shunday qilib, ulanishning xarakterini o'zgartirish uchun, teshik bardoshlik maydonini (H) o'zgarishsiz qoldirib, milning bardoshlik maydonining holatini, ya'ni asosiy mil og'ishini (1.9-rasm) o'zgartirish kerak. Teshik tizimidagi qo'nish misollari: ∅30N/k6; ∅30N7/f6; ∅30N7/r6. Milya tizimining qo'nish joylari - asosiy milning tolerantlik maydoni h (es \u003d 0) bilan asosiy og'ish nuqtai nazaridan farq qiluvchi teshiklarning bardoshlik maydonlarining kombinatsiyasi orqali kerakli bo'shliqlar va shovqinlar olinadigan maydonchalar. 1-bob. Silliq silindrsimon birikmalarning aniqligini baholash 23-rasm. 1.9 Teshik tizimining tolerantlik maydonlari Shunday qilib, ulanishning xarakterini o'zgartirish uchun teshikning asosiy og'ishini, ya'ni milning bardoshlik maydonini qoldirib, teshikning tolerantlik maydonining holatini (1.10-rasm) o'zgartirish kerak. (h) o'zgarishsiz. Millar tizimidagi qo'nish misollari: ∅30M7/h6; ∅30F7/h6; ∅30R7/h6. Bir xil nominal o'lchamdagi turli tizimlarning o'xshash qo'nishlari bir-birini almashtiradi, chunki ular bir xil cheklovchi xususiyatlarga ega. Biroq, ba'zi hollarda, milya tizimidan foydalanish kerak. Milya tizimini qo'llash misollari: 1) turli tabiatdagi qo'nish uchun bir nechta teshiklari bo'lgan silliq milning bo'g'inlarida; Guruch. 1.10 Milya tizimining tolerantlik maydonlari 24 Metrologiya, standartlashtirish va sertifikatlash 2) rulmanning tashqi halqasini korpusdagi teshikka ulashda (rulman standart mahsulotdir); 3) teshik va milning yivlari bilan kenglik bo'ylab kalitlarning bo'g'inlarida; 4) qishloq xo'jaligi mashinalarida qo'shimcha ishlovsiz o'qlar yoki vallar sifatida silliq sovuq chizilgan kalibrlangan barlardan foydalanish,. Standart teshiklar va vallar uchun bardoshlik maydonlarining har qanday kombinatsiyasiga ruxsat beradi, lekin tolerantlik maydonlarining ikkita tor seriyasidan foydalanish tavsiya etiladi: afzal qilingan bardoshlik maydonlarining yanada torroq tanlovi ta'kidlangan asosiy seriya (1.5 va 1.6-jadvallar) va cheklangan foydalanishning qo'shimcha seriyasi. 1.5-jadval Teshik tizimidagi afzal qilingan bardoshlik maydonlari Asosiy teshiklar Milya bardoshlik maydonlari Maydonlar soni H7 e8, f7, g6, h6, js6, k6, n6, p6, r6, s6 10 H8 d9, e8, h7, h8 4 N9 d9, h9 2 N11 2 d11, h11 S 18 Jami 1-jadval. 6 Millar tizimidagi afzal qilingan bardoshlik maydonlari Asosiy vallar Teshik bardoshlik maydonlari h6 F8, H7, Js7, K7, N7, P7 6 h7 H8 1 h8 E9, H9 2 h11 H11 1 Jami maydonlar soni S 10 Teshik tizimi (CH) afzalroq , shuning uchun qanday qilib o'lchash kesish asboblari (matkaplar, dastgohlar, raybalar) va o'lchash asboblari (teshiklar uchun burg'ulash o'lchagichlari) standart o'lchamlari oralig'ini qisqartirish orqali qismlarni qayta ishlash xarajatlarini kamaytirishga imkon beradi. 1-bob. Silliq silindrsimon bo'g'inlarning aniqligini baholash 25 Quyidagi shartlar bajarilsa, qo'nishlar asosiy deb ataladi: teshik va milning bardoshlik maydonlari (asosiy og'ishlari) bir xil tizimga tegishli; teshik va milning aniqligi bir xil, ya'ni teshik va milning malakasi raqamlari bir xil yoki bittadan farq qiladi; kamdan-kam hollarda ikkiga teng bo'lgan malaka raqamlaridagi farqga yo'l qo'yiladi. Agar ushbu shartlar yoki ulardan biri bajarilmasa, qo'nish ikkala asosda yoki ulardan birida birlashtiriladi. Asosiy va qo'shma qo'nishlarga misollar: 1) qo'nish ∅45N7/k6 - asosiy qo'nish: bardoshlik maydonlari bir tizimga - teshik tizimiga tegishli va malaka raqamlaridagi farq bittaga teng; 2) qo'nish ∅45N7/h6 - birinchi belgi bo'yicha qo'shma qo'nish. Tolerantlik maydonlari turli tizimlarga tegishli: teshikka chidamlilik maydoni teshik tizimiga tegishli, milya bardoshlik maydoni mil tizimiga tegishli. 3) qo'nish ∅45F9/k6 - ikki usulda birlashtirilgan. Teshik va milya bardoshlik maydonlari turli tizimlarga tegishli: teshik tolerantlik maydoni mil tizimiga, milya bardoshlik maydoni esa teshik tizimiga tegishli. Malakalar soni o'rtasidagi farq uchtadan ko'p emas. Turli xil malakalar uchun 1 dan 500 mm gacha nominal o'lchamlar uchun standart tomonidan tavsiya etilgan teshikka chidamlilik maydonlari B.4-jadvalda keltirilgan. Tolerantlik maydonlarining eng ko'p soni (10) 7-11 malakali zonada. Turli malakalar uchun nominal o'lchamlari 1 dan 500 mm gacha bo'lgan standart tomonidan tavsiya etilgan milya bardoshlik maydonlari B.5-jadvalda keltirilgan. Tolerantlik maydonlarining eng ko'p soni (16) 6-11 malakali zonada. AMALIY DARSNI BAJARISH TARTIBI 1.2 Birinchi murakkablik darajasi - bitta qo'nish uchun savollarni hal qilish, ikkita qo'nish uchun - ikkinchi daraja va uchta - uchinchi murakkablik darajasi. 26 Metrologiya, standartlashtirish va sertifikatlashtirish Bo'limning nazariy qismini o'qing. Amaliy ishning topshirig'ini (variantini) oling. Variantlar 1.7-jadvalda keltirilgan. T a b l e 1.7 Uchish maydonchasi Variant raqami Variant raqami Amaliy mashqlar uchun variantlar 1. 2 105Js7/h6 14 qo'nish 1 30H7/f6 62P7/h6 16H6/g5 50U8/h7 88H8/e7 2 45G7/h6 83H6/r5 58K7/h6 15 45H7/g692/s 3 36G6/h5 85H8 /x8 100M6/h5 16 30F7/h6 180K8/h7 4 22C11/h10 230H6/t5 18 K8/h7 17 25F7/h6 10Js10/h9 45H7/s6 5 40D56/s 41076/j 18 32F9/h8 28N8/ h7 175H6/t 5 6 118F10/h9 150H7/p6 130H6/m5 19 34D9/h8 240H5/k4 102H7/s6 7 76D8/h7 205H7/u7 90H07/h8/m8 /js6 8 25H9/f8 210T7 /h6 55H7/k6 21 118U8/h7 15H10/h9 20H7/n7 9 90H8/g8 110H7/t6 65N7/h6 22 27M8/h7 36H10/f9 125H7/s172h/s72H/s81k 0/d9 27H7/r6 112Js7 / h7 23 95H11/d11 11 48H12/d11 42S7/h6 130H6/k5 24 114Js9/h9 50G7/h6 55H7/s6 12 80K8/h7 122H7/r6520/h h 6 140H7/n6 40H9/x8 26 180H10 /e9 105R7/h6 215H6/k5 50F8/h7 13 90H12/b11 Teshiklarning asosiy og'ishlarini hisoblashda (K, M, N, shuningdek, 7-sinfgacha bo'lgan P-Z uchun) B ilovasining B.3-jadvaliga "Eslatma" dan foydalaning. Berilgan variantga ko'ra, uchta berilgan qo'nish uchun (bo'shliq, shovqin moslamasi va o'tish moslamasi bilan) bardoshlik maydonlarining maksimal og'ishlarini aniqlang. 1. Berilgan qo'nishlarning bardoshlik maydonlarining maksimal og'ishlarini aniqlang. Buning uchun B ilovasining B.1-B.3 jadvallariga muvofiq, tolerantlik va asosiy og'ishlarni aniqlang. 2. Birinchi amaliy ishda bajarilganidek, tolerantlik maydonlarining asosiy og'ish va tolerantlikka qarab ikkinchi og'ishlarini hisoblang. 3. Qismlarning o'lchamlari uchun bardoshlik maydonlarini aralash tarzda yozing. 4. Berilgan moslamalarning chegaralovchi xarakteristikalarini hisoblang, ikki usulda moslashish tolerantligini toping: 1-bob bo'yicha. Silindrsimon tekis bo'g'inlarning to'g'riligini baholash 27 bo'shliqlarni yoki shovqinlarni cheklash va teshik va milning tolerantliklariga muvofiq tekshirishni amalga oshiring. (1.12) formula bo'yicha. 5. Barcha uchta qo'nish uchun tolerantlik maydonlarining uchta sxemasini yarating. AMALIY DARSNI AMALGA OLISH NAMUASI 1.2-topshiriq. Berilgan uchta qo'nishning cheklovchi xarakteristikalarini hisoblang va ular uchun bardoshlik maydonlarining sxemasini tuzing: ∅40H7/f6; ∅40H7/k6; ∅40H7/r6. Yechim. 1. Berilgan qo'nishlarning bardoshlik maydonlarining maksimal og'ishlarini aniqlang. Buning uchun B ilovasining B.1-jadvaliga muvofiq ∅40 o'lchamdagi tolerantliklarni aniqlang: bardoshlik IT7 = 25 mkm; bardoshlik IT6 = 16 mkm. Asosiy og'ishlar B ilovasining B.2, B.3 jadvallari bo'yicha aniqlanadi: H → EI = 0 uchun; f → es uchun = –25 mkm; k → ei uchun = +2 mkm; r → ei = +34 mkm uchun. 2. Asosiy og'ish va tolerantlikka qarab bardoshlik maydonlarining ikkinchi og'ishlarini hisoblang: H → ES = EI + IT7 = 0 + 25 = +25 mkm uchun; f → ei = es uchun – IT6 = –25 – 16 = –41 mkm; k → es uchun = ei + IT6 = +2 + 16 = +18 mkm; r → es = ei + IT6 = +34 + 16 = +50 mkm uchun. 3. Qismlarning o'lchamlari uchun bardoshlik maydonlarini aralash tarzda yozing: +0,018 +0,050 ∅40H7 (+0,025); ∅40f 6 (−−0,025 0,041); ∅40k6 (+0,002); ∅40r 6 (+0,034). 4. Berilgan qo'nishlarning chegaralovchi xarakteristikalarini hisoblang. 4.1. Teshik tizimidagi bo'shliq ∅40 ga f 6 (−0,025) 0,041 formulalar (1,13)–(1,15) bo'lgan qafasning H7 (+0,025) bo'yicha chegaralovchi xarakteristikalarini hisoblang: Smax = ES – ei = +25 – (–) 41) = 66 mkm; 28 Metrologiya, standartlashtirish va sertifikatlashtirish Smin = EI – es = 0 – (–25) = 25 mkm; TS = Smax – Smin = 66 – 25 = 41 mkm; Formula (1.12) bo'yicha tekshiring: TS = TD + Td = 25 + 16 = 41 mikron. 4.2. ∅40 lam (1,12), (1,19)–(1,21): H7 (+0,025) shakl6 (++0,018 0,002) Smax = ES – ei = 25 – 2 bo’yicha teshik tizimidagi o’tish moslamasining cheklovchi xarakteristikalarini hisoblang. = 23 mkm; Nmax = es – EI = 18 – 0 = 18 mkm; TS/N = Smax + Nmax = 23 + 18 = 41 mkm; TS/N = TD + Td = 25 + 16 = 41 mkm. Guruch. 1.11 Qo'nish bardoshlik maydonlarini joylashtirish sxemalari: a - bo'shliq bilan; b - o'tish davri; c - kuchlanish bilan. 1-bob. Silliq silindrsimon birikmalarning aniqligini baholash 29 4.3. ∅40 lam (1,12), (1,16)–(1,18): H7 (+0,025) r 6 (++0,050 0,034) teshik tizimidagi interferensiya moslamasining cheklovchi xarakteristikalarini - Nmin = ei – ES ko'rinishi bo'yicha hisoblang. = 34 – 25 = 9 mkm; Nmax = es – EI = 50 – 0 = 50 mkm; TS/N = Nmax – Nmin = 50 – 9 = 41 mkm; TS/N = TD + Td = 25 + 16 = 41 mkm. 5. Berilgan maydonchalarning tolerantlik maydonlarining sxemasini tuzing (1.11-rasm). 1.1.3. 1.3 GOST 25346 AMALIY DARS UCHUN NAZARIY QISMNI O'ZBIRISh O'RINTISHLARINI SHAKLLANISHNING UMUMIY VA MAXSUS QOIDALARI bir xil nominal o'lchamlarga ega bo'lgan teshik tizimi va milya tizimining o'xshash moslamalarini almashtirishni nazarda tutadi. Bunday qo'nishlar mil va teshikning bir xil asosiy og'ishlarining qiymatlarini belgilaydigan umumiy va maxsus qoidalardan foydalanish tufayli bir xil cheklovchi xususiyatlarga ega. Umumiy qoida bir xil (ya'ni, bir xil harf belgisiga ega) asosiy og'ishlar o'rtasidagi quyidagi nisbatlarni o'rnatadi: EI \u003d -es → A (a) dan H (h); (1.22) ES = –ei → K (k) dan ZC (zc) gacha. (1.23) Umumiy qoidaga muvofiq, teshik va bir xil nomdagi milning asosiy og'ishlari kattaligi bo'yicha teng va belgisi bo'yicha qarama-qarshidir, ya'ni ular 30 Metrologiya, standartlashtirish va sertifikatsiyaga nisbatan simmetrikdir. 1.12 Nolinchi chiziqning bir xil nomdagi asosiy og'ishlarining joylashuvi sxemasi. Xuddi shu nomdagi asosiy og'ishlar sxemasining bir qismi 1.12-rasmda ko'rsatilgan. Umumiy qoida barcha bo'shliqli moslamalarga, 9-darajali va qo'polroq o'tish moslamalariga va 8-sinfdan va qo'polroq interferentsiyaga nisbatan qo'llaniladi. Maxsus qoida 8-sinfgacha inklyuziv o'tish qo'nishlari va 7-sinfgacha bo'lgan interferentsiya qo'nishlariga nisbatan qo'llaniladi. Teshik tizimida va millar tizimida ko'rsatilgan bir xil chegara bo'shliqlari va sızdırmazlıklarını olish imkonini beradi, bunda berilgan sifatdagi teshik eng yaqin aniqroq sifatdagi milga ulanadi. Maxsus qoida: teshikning asosiy og'ishi ∆ tuzatish qo'shilgan holda qarama-qarshi belgi bilan olingan milning asosiy og'ishiga teng: ES = –ei + ∆, (1.24) bu erda ∆ = ITq – ITq–. 1 - qo'shni malakalarning tolerantliklari o'rtasidagi farq, ya'ni ko'rib chiqilayotgan sifat (teshik) va eng yaqin aniqroq sifat (val) tolerantligi o'rtasidagi farq. Teshik yoki milning bardoshlik maydonining ikkinchi og'ishi tolerantlikni hisoblash formulasiga muvofiq asosiy og'ish va bardoshlik ITn orqali aniqlanadi. Tizimni o'zgartirganda, teshik va milning aniqligi (sifati) o'zgarmaydi. 1-bob. Silindrsimon silliq birikmalarning aniqligini me’yorlash 31 AMALIY DARSNI BAJARISH TARTIBI 1.3 Bo‘limning nazariy qismi bilan tanishing. Amaliy ishning topshirig'ini (variantini) oling. Variantlar 1.8-jadvalda keltirilgan. 1.8-jadval Amaliy mashg‘ulotlar uchun variantlar 1.3 Variant raqami Qo‘nish varianti No. Qo‘nish varianti No. Qo‘nish varianti h5 12 58E9/h8 21 36G7/h6 4 25F9/h8 13 55K7/h6 22 12N9/h01F 76/h 51p H11 /d10 6 45H7/g6 15 83R6/h5 24 210H6/ t5 7 100H6/m5 16 105H7/f6 25 36H7/g6 8 25H9/f8 17 55H7/k6 s6 29/h 212/h H7/r6 27 28N8/h7 Berilgan moslik uchun boshqa tizimda bir xil nomdagi almashtiriladigan moslama hosil qiling. Ikkala qo'nishning cheklovchi xususiyatlarini hisoblang. Xuddi shu nomdagi qo'nish joylarining tolerantlik maydonlarining tartibini yarating. Yechim. 1. Berilgan moslik sistemasini aniqlang va unga boshqa sistemada bir xil nomdagi moslikni belgilang. 2. O'xshash qo'nishlarni tashkil etuvchi barcha bardoshlik maydonlari uchun bardoshlik qiymatining qiymatini, asosiy va ikkinchi og'ishlar qiymatining turini va qiymatini aniqlang (B.3-jadvalning eslatmasiga qarang). Qo'nish joylarini aralash tarzda belgilang. 3. Ikkala qo'nishning chegaralovchi xususiyatlarini hisoblang. 4. Qo'nish bardoshlik maydonlarining sxemasini qurish. 5. Qo'nish joylarining almashinishi haqida xulosa chiqaring. 32 Metrologiya, standartlashtirish va sertifikatlashtirish AMALIY MISULLAR 1.3 Umumiy qoida uchun 1-misol (2-chi murakkablik darajasi) Vazifa. Berilgan mos ∅40N7/f6 uchun bir xil nomdagi almashtiriladigan moslama hosil qiling. Ikkala qo'nishning cheklovchi xususiyatlarini hisoblang. Xuddi shu nomdagi maydonchalarning tolerantlik maydonlarining sxemasini tuzing va xulosa chiqaring. Yechim. 1. Asosiy teshik uchun tolerantlik maydoni mavjud bo'lganligi sababli, teshik tizimidagi bo'shliq bilan moslama belgilanadi. U mil tizimida ∅40F7/h6 bir xil nomdagi moslashuvga mos keladi. 2. O'xshash qo'nishlarni tashkil etuvchi barcha bardoshlik maydonlari uchun bardoshlik qiymatining qiymatini, asosiy va ikkinchi og'ishlarning turini va qiymatini aniqlang. 2.1. B.1-jadvalga muvofiq i = 1,6 mkm bardoshlik birligiga mos keladigan nominal o'lchami 40 mm bo'lgan 6 va 7 (IT6, IT7) kvalifikatsiyalarining bardoshlik qiymatlarini hisoblang va standart qiymatlarga yaxlitlang: IT6 = a⋅i = 10 ⋅1,6 = 16 mkm; IT7 = a⋅i = 16⋅1,6 = 25 mkm. 2.2. ∅40 bo'lgan teshiklarning asosiy og'ishlarining turini (yuqori yoki pastki) va qiymatlarini aniqlang (B ilovasining B.2 va B.3-jadvallari): H → EI = 0; F → EI = +25 mkm. 2.3. Bo'shliqqa ega qo'nishlar umumiy qoidaga asoslanib (EI = -es) berilganligi sababli, biz bir xil nomdagi asosiy mil og'ishlarining qiymatlarini topamiz: h → es = 0; f → es = –25 mkm. 2.4. Teshik va milning bardoshlik maydonlarining ikkinchi og'ishlarini asosiy og'ish va bardoshlik qiymati orqali hisoblang (burilishlar orqali o'lchamdagi bardoshlikni hisoblash formulalariga muvofiq): TD = ES - EI; Td = es - ei. 1-bob. Silliq silindrsimon birikmalarning aniqligini baholash 33 Tolerantlik maydonlarining ikkinchi og'ishini hisoblang: H7 → ES = EI + IT7 = 0 + 25 = +25 mkm; h6 → ei = es – IT6 = 0 – 16 = –16 mkm; F7 → ES = EI + IT7 = +25 + 25 = +50 mkm; f6 → ei = es – IT6 = –25 – 16 = –41 mkm. 2.5. Qo'nish joylarini aralash usulda belgilang: 3. Ikkala qo'nishning chegaralovchi xususiyatlarini hisoblang. 3.1. ∅40 H7 (+0,025) f 6 (−−0,025 0,041) teshik tizimidagi bo'shliq bilan sig'ishning cheklovchi xarakteristikalarini hisoblang: Smax = ES – ei = +25 – (–41) = 66 mkm; Smin = EI – es = 0 – (–25) = 25 mkm; TS = Smax – Smin = 66 – 25 = 41 mkm; TS = TD + Td = 27 + 16 = 41 mkm. 3.2. Mil tizimidagi bo'shliqqa ega bo'lgan sig'imning cheklovchi xarakteristikalarini hisoblang ∅40 F7 (++0,050 0,025) h6 (−0,016) : Smax = ES – ei = +50 – (–16) = 66 mkm; Smin = EI – es = +25 – 0 = 25 mkm; TS = Smax – Smin = 66 – 25 = 41 mkm; TS = TD + Td = 27 + 16 = 41 mkm. 4. Xuddi shu nomdagi maydonchalarning tolerantlik maydonlarining sxemasini qurish (1.13-rasm). 34 Metrologiya, standartlashtirish va sertifikatlashtirish Rasm. 1.13 Qo'nish bardoshlik maydonlarining sxemasi: a - teshik tizimida; b - mil tizimida. Xulosa. Ko'rib chiqilgan misollar shuni ko'rsatdiki, turli tizimlarda berilgan bir xil nominal o'lchamlarga ega bo'lgan o'xshash qo'nishlar bir-birini almashtiradi, chunki ular bir xil cheklovchi xususiyatlarga ega. Shunday qilib, qo'nish uchun ∅40N7/f6 va ∅40F7/h6 mos ravishda eng kichik va eng katta bo'shliqlar teng: Smin = 25 mkm; Smax = 66 mkm. Maxsus qoida uchun 2-misol (3-darajali murakkablik) Vazifa. Berilgan moslik uchun ∅50H7/k6, bir xil nomdagi almashtiriladigan moslama hosil qiling. Ikkala qo'nishning cheklovchi xususiyatlarini hisoblang. Xuddi shu nomdagi qo'nish joylarining tolerantlik maydonlarining tartibini yarating. Yechim. 1. Teshik tizimidagi o'tish moslamasi 8-sinfdan ko'ra qo'polroq emas: ∅50H7 / k6. Bu mil tizimida bir xil nom mos keladi ∅50K7/h6 2. Tolerantlik qiymatining qiymatini, bir xil nomdagi moslikni tashkil etuvchi bardoshlik maydonlari uchun asosiy va ikkinchi og'ishlarning turini va qiymatini aniqlang. 2.1. i = 1,6 mkm bardoshlik birligiga mos keladigan 50 mm nominal o'lcham uchun 6 va 7 (IT6, IT7) kvalifikatsiyalarining bardoshlik qiymatlarini hisoblang: IT6 = a ⋅ i = 10 ⋅ 1,6 = 16 mkm; 1-bob. Silliq silindrsimon birikmalarning aniqligini baholash 35 IT7 = a ⋅ i = 16 ⋅ 1,6 = 25 mkm. 2.2. ∅50H7/k6 qo'nish uchun teshik va milga bardoshlik maydonlarining asosiy og'ishlarining turini (yuqori yoki pastki) va qiymatlarini aniqlang (B ilovasining B.2, B.3-jadval): H → EI = 0; k → ei = +2 mkm. 2.3. Teshik va milning bardoshlik maydonlarining ikkinchi og'ishlarini asosiy og'ish va bardoshlik qiymati orqali hisoblang (burilishlar orqali o'lchamdagi bardoshlikni hisoblash formulalariga muvofiq): TD = ES - EI; Td = es - ei. Qo'nish bardoshlik maydonlarining ikkinchi og'ishini hisoblang ∅50H7/k6: H7 → ES = EI + IT7 = 0 + 25 = +25 mkm; k6 → es = ei + IT6 = +2 + 16 = +18 mkm. 2.4. ∅50K7/h6 val tizimiga o'rnatish uchun maxsus qoida bo'yicha K7 teshigining bardoshlik maydonining asosiy og'ishini aniqlang, chunki moslashuv o'tish davriga tegishli, 8-sinfdan qo'polroq emas: ∆ = IT7 - IT6 = 25 - 16 = 9 mikron; ES = –ei + ∆ = –2 + 9 = +7 mkm, bu erda ES K7 teshikka chidamlilik maydonining asosiy og'ishi; ei - k6 milning bir xil nomdagi bardoshlik maydonining asosiy og'ishi. 2.5. K7 teshik tolerantligining ikkinchi og'ishini hisoblang: EI = ES – IT7 = +7 – 25 = –18 mkm. 2.6. Asosiy milning h6 bardoshlik maydonining asosiy og'ishi es = 0. Ikkinchi og'ish: ei = es – IT6 = 0 – 16 = –16 mkm. 36 Metrologiya, standartlashtirish va sertifikatlashtirish 3. Aralash moslamalarni belgilang: 4. Ushbu moslamalarning chegaralovchi xarakteristikalarini hisoblang. 4.1. ∅50H7/k6 teshik tizimida o'tish moslamasining cheklovchi xarakteristikalarini hisoblang: Smax = Dmax – dmin = ES – ei = 25 – 2 = 23 mkm; Nmax = dmax – Dmin = es – EI = 18 – 0 = 18 mkm; TS/N = Smax + Nmax = 23 + 18 = 41 mkm; TS/N = TD + Td = 25 + 16 = 41 mkm. 4.2. ∅50K7/h6 val tizimidagi o'tish moslamasining cheklovchi xarakteristikalarini hisoblang: Smax = Dmax – dmin = ES – ei = +7 – (–16) = 23 mkm; Nmax = dmax – Dmin = es – EI = 0 – (–18) = 18 mkm; TS/N = Smax + Nmax = 23 + 18 = 41 mkm; TS/N = TD + Td = 25 + 16 = 41 mkm. 5. Xuddi shu nomdagi qo'nish joylarining bardoshlik maydonlarining sxemasini tuzing (1.14-rasm). Guruch. 1.14 Qo'nish tolerantligi maydonlarining joylashuvi: a - ∅50H7/k6; b - ∅50K7/h6. 1-bob. Silliq silindrsimon birikmalarning aniqligini baholash 37 Xulosa. Ko'rib chiqilgan misollar shuni ko'rsatdiki, turli tizimlarda berilgan teng nominal o'lchamdagi o'xshash qo'nishlar bir-birini almashtiradi, chunki ular bir xil cheklovchi xususiyatlarga ega. Shunday qilib, qo'nish uchun ∅50H7/k6 va ∅50K7/h6 mos ravishda eng katta bo'shliq va eng katta shovqin Smax = 23 mkm ga teng; Nmax = 18 mkm. 1.1.4. 1.4 AMALIY DARSGA NAZARIY QISMGA O'XSHISH USULI BO'YICHA QO'NISHLARNI BERISH Pretsedentlar usuli (analoglar) Usul shundan iboratki, konstruktor yangi komponentlar va mexanizmlarni loyihalashda ularda ilgari bir xil turdagi qo'nish joylarini tayinlaydi. ishlab chiqilgan va ishlayotgan mahsulot, . O'xshashlik usuli Bu pretsedent usulning rivojlanishi bo'lib, mashina qismlarini dizayn va ekspluatatsion xususiyatlariga ko'ra tasniflash va qo'nish joylaridan foydalanish misollari bilan ma'lumotnomalarni chiqarishga asoslangan (B.6-ilova). Ushbu usulning nochorligi - operatsion xususiyatlarning miqdoriy emas, balki sifat tavsifi va ularni yangi ishlab chiqilgan strukturaning xususiyatlari bilan aniqlashning qiyinligi. O'xshashlik usuli bilan qo'nishlarni tayinlash bo'yicha tavsiyalar Bo'shliq bilan qo'nishlarni tayinlash. Qo'nishlar kafolatlangan minimal bo'shliq Smin bilan tavsiflanadi, bu mahsulotning yig'ilishini ta'minlash uchun harakatlanuvchi bo'g'inlardagi juftlashadigan yuzalar orasiga moylash materiallarini joylashtirish, harorat deformatsiyalari, shakli va joylashuvi xatolarini qoplash uchun zarur. Bo'shliq bilan qo'nish uchun asosiy talablar: ish harorati 50 ° C dan oshmasligi kerak; 38 Metrologiya, standartlashtirish va sertifikatlash konjugatsiya uzunligining diametrga nisbati l:d ≤ 1:2 nisbatidan oshmasligi kerak; teshik va milning chiziqli kengayish koeffitsientlari bir-biriga yaqin bo'lishi kerak; kafolatlangan bo'shliqning qiymati qanchalik katta bo'lsa, aylanishning burchak tezligi qanchalik katta bo'lishi kerak. Interferentsiya moslamasi bilan qo'nish joylarini belgilash. Landinglar vintlardek, pinlar va boshqalar bilan qo'shimcha mahkamlanmasdan sobit bir qismli ulanishlar uchun mo'ljallangan. Nisbiy harakatsizlikka juftlashuvchi qismlarning materialida yuzaga keladigan kuchlanish tufayli erishiladi. Interferentsiya moslamasi bo'lgan qismlarni yig'ishning asosiy usullari quyidagilardir: uzunlamasına presslash - normal haroratda eksenel kuch ta'sirida bosim ostida yig'ish; transvers presslash - ayol qismini oldindan qizdirish yoki yopiq qismni ma'lum bir haroratgacha sovutish bilan yig'ish. O'tish qo'nishlarini tayinlash. O'tish moslamalari mahkamlangan, ammo qismlarning ajraladigan ulanishlari uchun mo'ljallangan, yaxshi markazlashtirishni ta'minlaydi va qo'shimcha mahkamlash bilan ishlatiladi. Ushbu qo'nish joylari bo'shliqlar yoki shovqinlarni olish ehtimoli bilan bir-biridan farq qiladi (1.9-jadval). T a b l e 1.9 O'tish moslamasida bo'shliqlar yoki germetiklik paydo bo'lish ehtimoli O'rnatishning belgilanishi O'rnatish nomi Bo'shliqlar ehtimoli zichlik ehtimoli H7/n6 ko'r 1% 99% H7/m6 zich 20% 80% H7/k6 tarang 60% 40% H7/ js6 dense 99% 1% AMALIY DARS TARTIBI 1.4 (Qiyinchilikning 3-DARAJASI) Bo'limning nazariy qismini o'qing. Amaliy ishning topshirig'ini (variantini) oling. Variantlar D1 yoki D2 o'lchami uchun A ilovasida (A.1–A.12) ko'rsatilgan. 1-bob. Silliq silindrsimon birikmalarning aniqligini baholash 39-topshiriq. Berilgan ulanish uchun moslikni aniqlang (A.1-A.12 variantlari); unga qo'yiladigan talablarni hisobga olgan holda, chegaraviy xususiyatlarni va qo'nish tolerantligini hisoblab chiqing, qo'nish bardoshlik maydonlarining sxemasini tuzing, qo'nishni aralash usulda yozib oling. Vazifa dastlabki ma'lumotlar xaritasi shaklida taqdim etiladi. Yechim. 1. Qo'nish qaysi guruhga tegishli ekanligini aniqlang (ulanishning tabiati va uning maqsadi tavsifiga ko'ra): bo'shliq bilan, aralashish moslamasi yoki o'tish. 2. Birgalikda loyiha tahlili asosida moslash tizimini aniqlang. 3. B.6-jadvalga muvofiq juftlashtirish turini tanlang (teshik va milya bardoshlik maydonlarining asosiy og'ishlarining kombinatsiyasi). 4. Siqilishning aniqligini aniqlang: B.4 va B.5 jadvallari bo'yicha moslashish va bardoshlik maydonlaridan foydalanish afzalligini hisobga olgan holda aniqlik darajasi. 5. B.1-B.3-jadvallarga muvofiq chegara og'ishlari va tolerantliklarni aniqlang. 6. Chegaraviy xarakteristikalar va moslashish tolerantligini hisoblang. 7. Muvofiqlik tolerantligi maydonlarining sxemasini tuzing va moslikni aralash tarzda yozib oling. AMALIY DARSNI BAJARISH NAMUASI 1.4 Dastlabki ma'lumotlar xaritasi Dastlabki ma'lumotlarning nomi Boshlang'ich ma'lumotlarning qiymati Nominal ulanish o'lchami va uning qiymati D = 65 mm Ulanishga kiritilgan qismlarning nomi Spiral tishli 4 va shpindel 6 Ulanishning ishlashiga qo'yiladigan talablar (dan chizmaga tavsif) D2 dagi 4-g'ildirak mil o'qiga nisbatan yaxshi markazlashtirilgan va ikkita diametrli oraliq tuklar kalitiga ega. 1. Qo'nish guruhini aniqlang. Ikki dübel bilan qo'shimcha mahkamlash bilan qattiq ulanish ko'rsatilgan, unda aniq markazlashtirishni ta'minlash kerak. Bu shartlar o'tish qo'nishiga mos keladi (B.6-jadval). 2. Qo'nish tizimini tayinlang. Ulanish spiral tishli va shpindelni o'z ichiga oladi. Mil bu diametr bo'ylab bitta teshikka ulanganligi va ichki yuzalarni ishlov berish qiyinroq bo'lgani uchun biz afzal qilingan CH teshik tizimini tanlaymiz. Shunday qilib, H asosiy teshikning bardoshlik maydonini spiral tishli tishli teshigiga belgilaymiz 3. Konjugatsiya turini tanlang. O'xshashlik usulidan foydalanib, biz H / js moslamasining quyidagi turini belgilaymiz (B.6-jadval). Ushbu tur uchun bo'shliqlar zichlikdan ko'ra ko'proq. U oson yig'ish va demontaj qilish, aniq markazlashtirishni ta'minlaydi va aniq malakada qo'shimcha mahkamlashni talab qiladigan almashtiriladigan qismlar uchun ishlatiladi: 4-dan 7-gachasi vallar va 5-8-gachasi teshiklar. 4. Siqilishning aniqligini aniqlang. Ushbu ulanishning dizayni va ish sharoitlarini tahlil qilib, biz H7 / js6 qo'nishni tayinlaymiz. Ushbu moslama quyidagi ulanishlarda qo'llaniladi: korpuslardagi 4, 5-sinfdagi aniqlik toifasidagi podshipniklar stakanlari, milga ikkita kalit bilan ulangan tishli g'ildiraklar, tokarlik stanogining dumli kviling (B.6-jadval). 5. Teshik va milning chegara og'ishlari va tolerantliklarini aniqlang. B.1-jadvalga muvofiq, 50 dan 80 gacha bo'lgan o'lchamdagi 6 va 7-sinflarning tolerantliklarini toping: IT6 = 19 mikron; IT7 = 30 mkm. ∅65N7 uchun yuqori og'ish tolerantlikka teng, ya'ni 30 mkm. Mil ∅65js6 nosimmetrik bardoshlik maydoniga ega, ya'ni ±9,5 mkm. 6. Chegaraviy xarakteristikalar va moslashish tolerantligini hisoblang ∅65 H7(+0,030) . js6(±0,0095) Cheklangan teshik o'lchamlari: Dmax = D + ES = 65 + 0,030 = 65,030 mm; 1-bob. Silliq silindrsimon bo'g'inlarning aniqligini baholash 41 Dmin \u003d D + EI \u003d 65 + 0 \u003d 65 mm. Milning maksimal o'lchamlari: dmax = d + es = 65 + 0,0095 = 65,0095 mm; dmin \u003d d + ei \u003d 65 + (-0,0095) \u003d 64,9905 mm. Maksimal zichlik: Nmax = dmax - Dmin = 65.0095 - 65 = 0.0095 mm. Maksimal bo'shliq: Smax = Dmax - dmin = 65,030 - 64,9905 = 0,0395 mm. O'rtacha mumkin bo'lgan bo'shliq: Sm = (Smax - Nmax) / 2 = (0,0395 - 0,0095) / 2 = 0,015 mm. Fit bardoshlik: TS/N = Smax + Nmax = 0,0095 + 0,0395 = 0,049 mm yoki TS/N = TD + Td = 0,030 + 0,019 = 0,049 mm. 7. Qo'nish bardoshlik maydonlarining sxemasini qurish (1.15-rasm). Guruch. 1.15 Qo'nish bardoshlik maydonlarining joylashuvi 42 Metrologiya, standartlashtirish va sertifikatlash 1.1.5. 1-AMALIY DARS UCHUN NAZARIY QISM HISOBLASH USLUBI BO‘YICHA QO‘SHISH TASHRISI. 5 Hisoblash usuli - qo'nish tayinlashning eng oqilona usuli. U mustahkamlik, qattiqlik va boshqalar uchun bo'g'inlarning muhandislik hisoblariga asoslanadi. Biroq, formulalar har doim ham konjugatsiyada yuzaga keladigan jismoniy hodisalarning murakkab tabiatini to'liq hisobga olmaydi. Ushbu usulning kamchiliklari yangi mahsulotni ommaviy ishlab chiqarishga kirishdan oldin prototiplarni sinab ko'rish va ishlab chiqilgan mahsulotga moslikni sozlash zarurati. Hisoblash usuli, mexanizmning ishlash shartlariga ko'ra, bo'shliqlar yoki shovqinlarning chegara qiymatlari cheklangan bo'lsa, masalan, tekis podshipniklar, tanqidiy press bo'g'inlari va boshqalar uchun ishlatiladi. Masalan, moslikni hisoblashda birinchi navbatda markazlashtiruvchi sifatida ishlatiladigan H / h shaklidagi bo'shliq, agar ish harorati odatdagidan sezilarli darajada farq qilsa, qismlarning ruxsat etilgan maksimal eksantrikligi yoki termal deformatsiyasi. O'tish moslamalarini hisoblashda (asosan sinov moslamalari) bo'shliqlar va qo'shilishdagi shovqinlarni olish ehtimoli, birlashtiriladigan qismlarning ma'lum bo'lgan maksimal ruxsat etilgan eksantrikligi bo'yicha eng katta bo'shliq yoki eng katta mos keladigan shovqinga ega bo'lgan eng katta yig'ish kuchi aniqlanadi. , va yupqa devorli butalar uchun quvvatni hisoblash amalga oshiriladi. Interferentsiya moslamasida minimal ruxsat etilgan shovqin interfeysga ta'sir qiluvchi mumkin bo'lgan eng katta kuchlar asosida hisoblanadi va maksimal shovqin qismlarning mustahkamlik holatidan hisoblanadi. Cheklovchi xususiyatlarni hisoblab chiqqandan so'ng, hisoblanganlarga yaqin chegaralovchi xususiyatlarga ega standart moslikni tanlash kerak. 1-bob. Silliq silindrsimon birikmalarning aniqligini baholash 43 Standart moslamani tanlash quyidagi ketma-ketlikda amalga oshiriladi. 1. Tugunning konstruktsiyasini tahlil qilish natijalariga ko'ra, qo'nish tizimi aniqlanadi. Ko'pgina hollarda, qo'nishlar teshik tizimida afzal qilingan holda tayinlanadi. Millar tizimida qo'nishlarni belgilashning odatiy hollari - 1.1.4-bandga qarang. 2. Qo'nish tolerantligi bo'shliq bilan, interferentsiya moslamasi yoki belgilangan xususiyatlarga ko'ra o'tish moslamasi bilan hisoblanadi: Tpos = TS = Smax - Smin; (1.25) Tpos = TN = Nmax - Nmin; (1.26) Tpos = TS/N = Smax + Nmax. (1.27) 3. Standart qo‘nish tolerantligini aniqlash uchun (1.7) va (1.12) formulalar asosida qo‘nishning nisbiy aniqligini apos (qo‘nish bardoshlik birliklari soni) aniqlash kerak: Tpos = TD + Td = aD ⋅ i. + ad ⋅ i = i ⋅ (aD + ad), (1.28) bu erda aD + ad = apos, ya'ni teshik va milning bardoshlik birliklari raqamlari yig'indisi qo'nish bardoshlik birliklari soniga teng; i = ipos - qo'nish bardoshlik birligi, uning qiymati qo'nishning nominal hajmiga bog'liq (jadval B.1). Bundan kelib chiqadiki, apos = Tpos/i. (1.29) 4. Qo'nish bardoshlik birliklarining ma'lum soniga ko'ra, teshik va mil uchun malaka raqamlari asosiy moslikning ikkinchi belgisiga muvofiq belgilanadi: teshik va milning malakasi raqamlari bir xil yoki bitta (kamdan-kam hollarda ikkita) bilan farqlanadi. Shunday qilib, aD = ad = apos/2. Keyinchalik, B.1-jadvalga muvofiq, teshik va milning bardoshlik birliklari sonining hisoblangan standart qiymatiga eng yaqini aniqlanadi, unga ko'ra malaka raqami aniqlanadi. 5. Tolerantlik birliklari sonining qiymati ikkita standart qiymatlar orasiga tushsa, bu standart qiymatlarga mos keladigan malakalar teshik va milga (qo'polroq - teshikka, 44 dan ortiq metrologiya, standartlashtirish va sertifikatlash aniqligi) tayinlanadi. - milga), yig'indisi aD + ad bo'lsa, apos hisoblangan qiymatga yaqin bo'lishi kerak, masalan apos = 35, keyin aD = ad = 35/2 = 17,5 bilan - teshik va milning aniqligi ≈ ga to'g'ri keladi. IT7 (a = 16). 6. Rolling rulman milining bir xil diametrida o'rnatish mavjud bo'lsa, qo'nish malakaga muvofiq birlashtirilishi mumkin. Bunday holda, milning aniqligini cheklash kerak. Misol uchun, IT6 (ad = 10), keyin aD = 35 - 10 = 25, bu teshik IT8 aniqligiga mos keladi. 7. Teshik va mil uchun tolerantlik maydonlari teshik va milning tolerantliklarining tanlangan moslash tizimiga (SH yoki Ch) (B.1-jadval) va foydalaniladigan moslamaning cheklovchi xarakteristikasidan birining qiymatiga qarab belgilanadi. asosiy bo'lmagan qismning (mil yoki teshik) bardoshlik maydonining asosiy og'ishini quyidagi ketma-ketlikda hisoblash uchun: birinchi navbatda, B.1-jadvalga muvofiq teshik va milning toleranslarini va asosiy qismlarning ikkinchi og'ishlarini ko'ra aniqlang. 1.1 amaliyotning (1.8) va (1.10) formulalariga: ES = EI + ITn (A dan H gacha); ei = es – ITn (a dan h gacha); Teshik tizimida ko'rsatilgan bo'shliqli, interferentsiyali va o'tishli qo'nishlar uchun asosiy og'ishlar mos ravishda quyidagi formulalar bo'yicha hisoblanadi: es = EI - Smin; (1.30) ei = ES + Nmin; (1.31) ei = ES – Smax; (1.32) val tizimida berilgan interferensiyali va o'tishli bo'shliqli qo'nishlar uchun asosiy og'ishlar mos ravishda quyidagi formulalar bo'yicha hisoblanadi: EI = es + Smin; (1.33) ES = ei – Nmin; (1.34) ES = ei + Smax. (1.35) 1-bob. Silliq silindrsimon birikmalarning aniqligini baholash 45 B.2 va B.3-jadvallardagi mil yoki teshikning asosiy og'ishlarining hisoblangan qiymatlari asosida eng yaqin standart qiymatlar tanlanadi. 8. Keyin asosiy bo'lmagan shaft yoki teshikning ikkinchi chegara og'ishlari qo'nish guruhiga qarab 1.1 amaliy darsning (1.8) - (1.10) formulalari bo'yicha aniqlanadi. 1.5-AMALIY DARSNI BAJARISH TARTIBI (3-MURAKBALLIK DARAJASI) Bo'limning nazariy qismi bilan tanishing. Amaliy ishning topshirig'ini (variantini) oling. Variantlar A ilovasida (A.1-A.12) D3 o'lchamida ko'rsatilgan. Mashq qilish. Hisoblash usuli bo'yicha, berilgan cheklash xususiyatlariga ko'ra, berilgan ulanish uchun standart moslikni tanlash. Standart moslamaning cheklovchi xarakteristikalari va bardoshliligini hisoblang, moslashish tolerantlik maydonlarining sxemasini tuzing va moslikni aralash tarzda yozib oling. Vazifa dastlabki ma'lumotlar xaritasi shaklida taqdim etiladi. Yechim. 1. Qo'nish qaysi guruhga tegishli ekanligini aniqlang (ulanishning tabiati va uning maqsadi tavsifiga ko'ra): bo'shliq bilan, aralashish moslamasi yoki o'tish. 2. Ulanish loyihasini tahlil qilib, moslash tizimini aniqlang. 3. Siqilishning aniqligini aniqlang. 3.1. (1.26) yoki (1.27) yoki (1.28) formula bo'yicha uning guruhiga qarab qo'nish tolerantligini hisoblang. 3.2. Nisbiy qo'nish aniqligini aniqlang (qo'nish bardoshlik birliklari soni apos). (1.29) formula bo'yicha qo'nish bardoshlik birliklari sonini hisoblang. 3.3. B.1-jadvalga ko'ra, mil va teshikning sifatlarini aniqlang. Teshik va shaftaga malaka berishda asosiy moslikning ikkinchi belgisi bajarilishini ta'minlashga harakat qilish kerak, ya'ni mil va teshikka bir xil malakalarni yoki bittaga teng malaka raqamlaridagi farq bilan belgilash. 46 Metrologiya, standartlashtirish va sertifikatlashtirish 3.4. B.1-jadvalga muvofiq teshik va milning tolerantliklarini toping. 4. Teshik va milning asosiy va ikkinchi og'ishlarini aniqlang. 4.1. Tanlangan moslama asosiy qismni (CH uchun asosiy teshik va Ch uchun asosiy mil) belgilaydi. Asosiy qismda 0 ga teng asosiy og'ish bo'ladi, ikkinchisi esa asosiy og'ish (ES yoki ei) va bardoshlik turiga qarab belgilanadi. 4.2. Sminning ma'lum qiymatlari orqali qo'nish guruhiga qarab (1.30) - (1.32) yoki (1.33) - (1.35) formulalari yordamida boshqa (asosiy emas) qismning bardoshlik maydonining holatini aniqlang; Smax yoki Nmin; Nmax va asosiy qismning qabul qilingan og'ishlarini hisobga olgan holda. 4.3. Teshik va milning bardoshlik maydonlarining standart asosiy va ikkinchi og'ishlarini tanlang (B.2 yoki B.3-jadval). Tolerantlik maydonlarini aralash shaklda yozing. 5. Amaliy dars 1.2 formulalari bo'yicha chegaraviy xarakteristikalar va qo'nish tolerantligini hisoblang. 6. Qo'nish bardoshlik maydonlarining sxemasini qurish. 7. Moslikni tolerantlik va cheklovchi xarakteristikalar bo'yicha moslikni tanlashda xatolikni aniqlang. Qo'nish xususiyatlariga ko'ra tanlovning ruxsat etilgan xatosi ± 10% bo'lishi mumkin. Xatoni aniqlash formulasi (∆Tpos) quyidagi shaklga ega: ∆Tpos Tset − Tst ⋅ 100% ≤ ±10% , Tset. e) belgilangan standart tolerantlik maydoni va belgilangan o'rtasidagi farqning nisbiy qiymati; Tzad - belgilangan qo'nish bardoshlik; Tst - tanlangan standart moslashuvning bardoshliligi. Cheklovchi bo'shliqlarning (interferentsiyalarning) standart qiymatlarini berilganlar bilan solishtirish orqali mos tanlashning to'g'riligini tekshiring: Smax st ≤ Smax bo'shlig'i bilan qo'nish uchun; Smin st ≈ Smin; Nmax st ≈ Nmax shovqinlari bilan qo'nish uchun; Nmin st ≥ Nmin. 1-bob. Silliq silindrsimon bo'g'inlarning aniqligini baholash 47 AMALIY MASHQNI BAJARISH NAMUNI 1.5 A.12-rasmdagi boshlang'ich ma'lumotlar jadvali Dastlabki ma'lumotlarning nomi Dastlabki ma'lumotlarning qiymati Nominal ulanish hajmi va uning qiymati Ulanishga kiritilgan qismlarning nomi D = 36 mm Kesuvchi 11 va shpindel 6 Qo'nish tayinlashning hisoblash usuli uchun belgilangan qo'nish xususiyatlari, mkm: Smax= Smin= Ulanishning ishlashiga qo'yiladigan talablar (tavsifdan tortib chizmagacha) 42 2 Freze kesgichlar 11 ikkala uchiga o'rnatilgan. shpindel, vaqti-vaqti bilan mashinani o'tkirlash yoki qayta sozlash uchun olib tashlanadi. 1. Qo'nish guruhini aniqlang. Belgilanganlarga yaqin xususiyatlarga ega standart moslikni belgilash kerak. Cheklangan bo'shliqlar o'rnatiladi, shuning uchun bo'sh joyni belgilash kerak. 2. Qo'nish tizimini aniqlang. Milning har ikki uchida frezalashtirgichlar 11 o'rnatiladi, ular vaqti-vaqti bilan dastgohni o'tkirlash yoki qayta sozlash uchun chiqariladi. Bundan tashqari, D diametri bo'ylab, milning bir uchida, sozlash yuvish moslamasi va boshqa tabiatdagi qo'nish uchun himoya halqasi o'rnatilgan. Shunday qilib, biz milya tizimini Ch (jadval B.6) ni tayinlaymiz. 3. Siqilishning aniqligini aniqlang. 3.1. Muvofiqlik tolerantligini hisoblang: TS = Smax - Smin = 42 - 2 = 40 mikron. 3.2. Nisbiy moslik aniqligini aniqlang (aS moslashishga bardoshlik birliklari soni). Nominal o'lchamga ko'ra, biz bardoshlik birligini topamiz (B.1-jadval) - i \u003d 1,6 mikron. Qo'nish bardoshlik birliklari sonini hisoblang: aS = TS 40 = ≈ 25. i 1,6 48 Metrologiya, standartlashtirish va sertifikatlash 3.3. Mil va teshikning sifatlarini aniqlang. aS = aD + ad ekanligiga asoslanib va teshik va milning aniqligining tengligi bo'yicha asosiy moslik printsipiga muvofiq (teshik va milning malaka raqamlari bir xil yoki bittadan farq qiladi), biz aD ni olamiz. = 16, ad = 10. Bu teshik uchun 7-chi sifatga va milya uchun 6-chi sifatga mos keladi. 3.4. Teshik va milning tolerantliklarini toping. B.1-jadvalga muvofiq, biz teshikka chidamliligini TD = IT7 = 25 mkm va milning bardoshliligini Td = IT6 = 16 mkm ni aniqlaymiz. 4. Teshik va milning asosiy va ikkinchi og'ishlarini aniqlang. 4.1. Fit milya tizimida tayinlanganligi sababli, biz asosiy milning h6 tolerantlik maydonini asosiy og'ish es = 0 bo'lgan milga belgilaymiz. 4.2. Milning ikkinchi og'ishi B.2-jadvalga muvofiq 6-darajali tolerantlikni hisobga olgan holda aniqlanadi: ei = es – IT6 = 0 – 16 = –16 mkm. Milning tolerantlik maydonini aralash tarzda yozamiz: 4.3. Teshikning asosiy og'ishini aniqlang. Milya tizimidagi bo'shliq bilan moslama tayinlanganligi sababli, teshikning bardoshlik maydonining asosiy og'ishi belgilangan minimal bo'shliq bilan belgilanadigan pastki chegara og'ishi bo'ladi: EI = Smin + es = 2 + 0 = + 2 mkm. 4.4. GOST 25346-89 ga binoan (B.3-jadval), biz standart teshikka bardoshlik maydonini tanlaymiz. EI = +2 mikron asosiy og'ishi bo'lgan teshik uchun standart bardoshlik maydoni mavjud emas. Bu joyga eng yaqin bo'lgan asosiy og'ish EI = 0 mkm bo'lgan H7 asosiy teshikning bardoshlik maydoni bo'ladi. 4.5. Teshik bardoshlik maydonining ikkinchi og'ishi 7-sinfning bardoshliligiga qarab hisoblanadi: ES = EI + IT7 = 0 + 25 = +25 mikron. 1-bob. Silliq silindrsimon birikmalarning aniqligini baholash 49 Teshik bardoshlik maydonini aralash shaklda yozamiz: ∅36N7 (+0,025). Shunday qilib, biz "to'sar-shpindel" ulanishiga moslikni tayinlaymiz: ∅36 H7 (+0,025) . h6 (−0,016) Fit tizimlar tomonidan birlashtiriladi, chunki teshik teshik tizimida ko'rsatilgan va mil esa mil tizimida. 5. Chegaraviy xarakteristikalar va moslashish tolerantligini hisoblang. Xususiyatlarni hisoblash teshik va milning maksimal o'lchamlarini aniqlash va maksimal bo'shliqlar va sig'imga chidamlilik qiymatlarini aniqlashdan iborat. Cheklangan teshik o'lchamlari: Dmax = D + ES = 36 + 0,025 = 36,025 mm; Dmin = D + EI = 36 + 0 = 36 mm. Milning maksimal o'lchamlari: dmax = d + es = 36 + 0 = 36 mm; dmin \u003d d + ei \u003d 36 + (-0,016) \u003d 35,984 mm. Minimal bo'shliq: Smin = Dmin - dmax = 36 - 36 = 0 mm. Maksimal bo'shliq: Smax = Dmax - dmin = 36,025 - 35,984 = 0,041 mm. O'rtacha mumkin bo'lgan klirens: Sm = (Smax + Smin)/2 = (0,041 + 0)/2 = 0,0205 mm. Moslashuvchanligi: TS = Smax - Smin = 0,041 - 0 = 0,041 mm = 41 mkm; TS = TD + Td = 25 + 16 = 41 mkm = 0,041 mm. 50 Metrologiya, standartlashtirish va sertifikatlashtirish 6. Belgilangan sig'imning tolerantlik maydonlarining joylashuvi diagrammasini tuzing (1.16-rasm). 7. Hisoblash va qo'nishni tanlashning to'g'riligini tekshirish. Tolerantlik bo'yicha mos tanlashning ∆Tpos xatosini aniqlang: ∆Tpos = Tset − Tst ⋅ 100%; Tzad ∆Tpos = 40 − 41 ⋅ 100% = 2,5%< 10%. 40 Проверить правильность подбора посадки сравнением стандартных значений предельных зазоров (натягов) с заданными: Smaх ст = 41 ≤ Smax = 42; Smin ст = 0 ≈ Smin = 2. Следовательно, посадка назначена верно. Рис. 1.16 Схема расположения полей допусков вала и отверстия посадки Глава 1. Нормирование точности гладких цилиндрических соединений 51 1.2. ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНУЮ ЦЕПЬ 1.2.1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ ТЕОРЕТИЧЕСКАЯ ЧАСТЬ К ПРАКТИЧЕСКОМУ ЗАНЯТИЮ 1.6 Размерная цепь - совокупность геометрических размеров (звеньев), расположенных по замкнутому контуру и определяющих взаимные положения и точность элементов деталей при изготовлении, измерении и сборке. По области применения размерные цепи можно разделить на конструкторские (сборочные), технологические (операционные, детальные) и измерительные. Звено размерной цепи - один из размеров, образующих размерную цепь. Звенья размерной цепи обозначаются заглавной буквой русского алфавита с числовым индексом, определяющим порядковый номер звена в цепи. Размерная цепь состоит из составляющих звеньев и одного замыкающего звена. Простейшей размерной цепью будет соединение вала с отверстием (рис. 1.17а). Эта размерная цепь содержит наименьшее число размеров (три), которые расположены параллельно и получены в результате обработки вала и втулки: диаметр вала d (А2), диаметр отверстия втулки D (А1). В результате сборки этих деталей получается замыкающее звено - зазор S (А∆), если размер отверстия будет больше размера вала до сборки, или натяг N (А∆), если размер вала будет больше размера отверстия до сборки. Простейшая технологическая размерная цепь двухступенчатого валика (рис. 1.17б) состоит из габаритного размера А1, ступени вала А2 и замыкающего звена, оставшейся части вала А∆, которая получается за счет обтачивания меньшего диаметра на длину А2. Схема размерной цепи - графическое изображение размерной цепи. Замыкающее звено - звено, получаемое в размерной цепи последним в результате решения поставленной задачи, 52 Метрология, стандартизация и сертификация Рис. 1.17 Виды размерных цепей: а - конструкторская (сборочная); б - технологическая (операционная). в том числе при изготовлении, сборке и измерении. В размерной цепи должно быть только одно замыкающее звено, которое получается последним в результате сборки, обработки или измерения (размер контролируемой детали). Составляющее звено - звено размерной цепи, изменение которого вызывает изменение замыкающего звена. Все составляющие звенья по характеру влияния на замыкающее звено делятся на увеличивающие и уменьшающие. Увеличивающие звенья - звенья, при увеличении которых замыкающее звено увеличивается. Уменьшающие - звенья, при увеличении которых замыкающее звено уменьшается. На рисунке 1.18 представлена схема размерной цепи, в которой звенья А1–А6 - составляющие звенья, А∆ - замыкающее звено. Для определения характера составляющего звена используют правило обхода по контуру размерной цепи. Для этого предварительно выбирают направление обхода размерной цепи (может быть любое). Оно совпадает с направлением левонаправленной стрелки (←), проставленной над замыкающим звеном. Обходя цепь в этом направлении, над Глава 1. Нормирование точности гладких цилиндрических соединений 53 составляющими звеньями расставляют стрелки в направлении обхода. Увеличивающие звенья обозначаются стрелкой над буквой, направленной вправо а уменьшающие - стрелкой, направленной влево Правило. Все составляющие звенья, имеющие такое же направление стрелок, которое имеет стрелка над замыкающим звеном, являются уменьшающими звеньями, а звенья, имеющие противоположное направление, - увеличивающими . По взаимному расположению размеров цепи делятся на плоские (звенья цепи расположены произвольно в одной или нескольких произвольных параллельных плоскостях) и пространственные (звенья цепи расположены произвольно в пространстве). В зависимости от вида звеньев цепи делятся на линейные (звенья цепи - линейные размеры, расположенные на параллельных прямых) и угловые (звенья цепи представляют собой угловые размеры, отклонения которых могут быть заданы в линейных величинах, отнесенных к условной длине, или в градусах). По месту в изделии цепи делятся на детальные (определяют точность относительного положения поверхностей или осей одной детали) и сборочные (определяют точность относительного положения поверхностей или осей деталей, образующих сборочную единицу). По характеру звеньев цепи делятся на скалярные (все звенья - скалярные величины), векторные (все Рис. 1.18 Схема размерной цепи 54 Метрология, стандартизация и сертификация звенья - векторные погрешности) и комбинированные (часть звеньев - векторные погрешности, остальные - скалярные величины). Перед тем как построить размерную цепь, следует выявить замыкающее звено. Для этого по чертежам общих видов и сборочных единиц выявляются и фиксируются все требования к точности, которым должно удовлетворять изделие или сборочная единица, например: точность взаимного расположения деталей, обеспечивающая качественную работу изделия при эксплуатации (перпендикулярность оси шпинделя станка к рабочей плоскости стола); точность взаимного расположения деталей, обеспечивающая собираемость изделия , . При выявлении замыкающих звеньев их номинальные размеры и допускаемые отклонения устанавливаются по стандартам, техническим условиям, на основании опыта эксплуатации аналогичных изделий, а также путем теоретических расчетов и специально поставленных экспериментов. Для нахождения составляющих звеньев после определения замыкающего звена следует идти от поверхностей (осей) деталей, образующих замыкающее звено, к основным базам (осям) этих деталей, от них - к основным базам деталей, образующих первые детали, и т. д. до образования замкнутого контура. В число составляющих звеньев необходимо включать размеры деталей, непосредственно влияющих на замыкающее звено, и стремиться к тому, чтобы от каждой детали в линейную цепь входил только один размер. Каждая размерная цепь должна состоять из возможно меньшего числа звеньев (принцип «кратчайшей» размерной цепи). 1.2.2. МЕТОДЫ РЕШЕНИЯ РАЗМЕРНЫХ ЦЕПЕЙ При решении размерных цепей могут быть использованы два метода расчета: метод расчета размерной цепи на max-min; вероятностный метод расчета. Глава 1. Нормирование точности гладких цилиндрических соединений 55 Метод расчета размерной цепи на max-min - метод расчета размерной цепи, при котором требуемая точность замыкающего звена размерной цепи получается при любом сочетании размеров составляющих звеньев. При этом предполагают, что в размерной цепи одновременно могут оказаться все звенья с предельными значениями, причем в любом из двух наиболее неблагоприятных сочетаний (все увеличивающие звенья имеют наибольшее предельное значение, а все уменьшающие звенья - наименьшее предельное значение или наоборот). В результате размер замыкающего звена будет максимальным или минимальным. Преимущества такого метода заключаются в простоте, наглядности, небольшой трудоемкости вычислительных работ, полной гарантии от брака из-за неточности замыкающего звена. Недостатком является то, что полученные по этому методу результаты часто не соответствуют фактическим. Метод экономически целесообразен лишь для цепей малой точности или для точных цепей с небольшим числом составляющих звеньев. Вероятностный метод расчета - метод расчета размерной цепи, учитывающий явление рассеяния и вероятность различных сочетаний отклонений составляющих звеньев. Этот метод допускает малый процент изделий, у которых замыкающее звено выйдет за рамки поля допуска. При этом расширяются допуски составляющих цепь размеров и тем самым снижается себестоимость изготовления деталей. В данном практическом занятии используется только метод расчета размерной цепи на max-min, а вероятностный метод расчета рассматривается в спецкурсах. Уравнения размерных цепей устанавливают взаимосвязь между параметрами замыкающего звена и составляющих звеньев. Для конструкторских (сборочных) линейных скалярных цепей передаточное отношение принимается для увеличивающих звеньев ξ = +1, для уменьшающих звеньев - ξ = –1. Тогда уравнения размерных цепей при расчете на max-min можно представить в следующем виде. 56 Метрология, стандартизация и сертификация 1. Уравнение номиналов. По определению размерной цепи следует, что сумма всех номинальных размеров, включая и замыкающее звено, равна нулю: Исходя из этого равенства, можно найти номинальный размер замыкающего звена: где ξ = ±1 - передаточное отношение; ρ - число составляющих звеньев. Или с учетом характера звена (передаточного отношения) получим уравнение номиналов для расчета размерной цепи на max-min (номинал замыкающего звена равен разности суммы номиналов увеличивающих звеньев и суммы номиналов уменьшающих звеньев): (1.36) где n - число увеличивающих звеньев; k - число уменьшающих звеньев. 2. Уравнение допусков. Допуск замыкающего звена (или поле рассеяния размера замыкающего звена) равен сумме допусков составляющих звеньев: (1.37) где p = n + k - число составляющих звеньев; 3. Уравнения предельных отклонений: верхнее отклонение замыкающего звена равно разности суммы верхних отклонений увеличивающих звеньев и суммы нижних отклонений уменьшающих звеньев: (1.38) Глава 1. Нормирование точности гладких цилиндрических соединений 57 нижнее отклонение замыкающего звена равно разности суммы нижних отклонений увеличивающих звеньев и суммы верхних отклонений уменьшающих звеньев: (1.39) При расчете конструкторских размерных цепей обычно решаются две задачи: прямая и обратная. Прямая задача заключается в том, что по предельным размерам и допуску замыкающего звена определяются допуски и предельные отклонения составляющих звеньев. Это основная задача, решаемая при проектировании. Дано: А∆; Т∆; ЕS∆; EI∆ (параметры замыкающего звена). Найти: Аj; Тj; ЕSj; EIj (параметры составляющих звеньев). Обратная задача заключается в том, что по размерам, предельным отклонениям и допускам составляющих звеньев определяется размер, допуск и предельные отклонения замыкающего звена. Эта задача используется при проверочных расчетах. Дано: Аj; Тj; ЕSj; EIj (параметры составляющих звеньев) Найти: А∆; Т∆; ЕS∆; EI∆ (параметры замыкающего звена). Нахождение точности составляющих звеньев при решении прямой задачи может осуществляться двумя способами: 1. Способ равных допусков. Этот способ применим в случае, когда все размеры цепи входят в один интервал размеров. Тогда допуски составляющих звеньев будут равны среднему допуску Тm: ТА1 = ТА2 = ... = ТАp = Тm. Средний допуск определяется по формуле (1.40) 58 Метрология, стандартизация и сертификация 2. Способ одного квалитета. Все размеры могут быть выполнены по какому-либо одному квалитету (или двум ближайшим квалитетам), который определяется нахождением среднего числа единиц допуска аm (средней относительной точности). Величины допусков при этом будут определены в зависимости от номинального размера (табл. Б.1). Известно, что допуск есть произведение единицы допуска на число единиц допуска. Это справедливо для любого звена размерной цепи: Tj = ijaj, где ij - единица допуска для каждого звена, мкм; aj - число единиц допуска каждого звена. Следовательно, уравнение допусков размерной цепи можно представить в следующем виде при условии, что число единиц допуска a у всех звеньев одинаковое (т. е. точность звеньев одинаковая): Так как допуски составляющих звеньев неизвестны, на основании уравнения размерных цепей (1.37) сумму допусков составляющих звеньев заменим допуском замыкающего звена, который задан по условию задачи. Определим среднее число единиц допуска размерной цепи - аm: (1.41) Если в размерную цепь включены стандартные звенья (ширина подшипника), необходимо из допуска замыкающего звена исключить сумму допусков стандартных звеньев, так как допуск этих звеньев уже известен и изменять его нельзя. В этом случае число единиц допуска определяется только для нестандартных звеньев - аmнест: Глава 1. Нормирование точности гладких цилиндрических соединений 59 (1.42) где t - число стандартных звеньев; p - число всех составляющих звеньев; (ρ − t) - число нестандартных звеньев; Tjст - допуск стандартного звена; ijнест - единица допуска нестандартного звена. Для определения полей допусков на размеры составляющих звеньев, кроме квалитета, необходимо назначить основные отклонения в зависимости от вида размеров: для охватываемых - h, охватывающих - H, остальных - js. Например, на рисунке 1.17а размер - охватывающий, размер - охватываемый; на рисунке 1.17б размер - охватывающий, относится к группе остальных размеров, т. е. не относится ни к охватываемым, ни к охватывающим. ПОРЯДОК ВЫПОЛНЕНИЯ ПРАКТИЧЕСКОГО ЗАНЯТИЯ 1.6 (РАСЧЕТ РАЗМЕРНОЙ ЦЕПИ НА MAX-MIN) (3-Й УРОВЕНЬ СЛОЖНОСТИ) Задание. По предельным размерам и допуску замыкающего звена определить допуски и предельные отклонения составляющих звеньев. Выполнить проверку, решив обратную задачу. Даны предельные размеры замыкающего звена и номинальные размеры составляющих звеньев. Варианты заданий указаны в Приложении А.13. 1. Решить прямую задачу. 1.1. Представить схему размерной цепи и указать, какие звенья охватываемые, а какие охватывающие. 1.2. Определить номинальный размер, предельные отклонения и допуск замыкающего звена. 1.3. Определить номинальный размер (номинал) замыкающего звена по уравнению номиналов размерной цепи (1.36). 60 Метрология, стандартизация и сертификация 1.4. Определить предельные отклонения через предельные размеры и номинал замыкающего звена. 1.5. Рассчитать допуск замыкающего звена по предельным размерам или предельным отклонениям. 1.6. Определить характер составляющих звеньев (увеличивающие или уменьшающие звенья). 1.7. Определить точность составляющих звеньев, используя способ равных квалитетов (формулы 1.41 и 1.42). Назначить одинаковый квалитет на все звенья. 1.8. Определить вид и значения (табл. Б.1) основных отклонений полей допусков составляющих звеньев в зависимости от вида размера (для охватываемых - h; охватывающих - H; остальных - js). 2. Решить обратную задачу. 2.1. Выполнить проверку по уравнению допусков (1.37). При большой разнице между полем рассеяния и допуском замыкающего звена выполнить согласование по квалитетам (изменить квалитет у одного звена). 2.2. Выполнить проверку по предельным отклонениям (1.38), (1.39). Для корректировки расположения поля рассеяния замыкающего звена выбрать самое простое по конструкции согласующее звено. Рассчитать новые предельные отклонения согласующего звена, подставив в левую часть Т а б л и ц а 1.10 Номинальный размер звена, мм Значение единицы допуска ij, мкм Обозначение размеров размерной цепи, Аj Расчет размерной цепи методом на «максимум - минимум» после назначения полей допусков по расчетному значению аm 55 1,9 55Js10(±0,06) 55Js10(±0,06) 3 0,6 3h10(–0,04) 3h10(–0,04) 22 1,3 22h10(–0,084) 22h11(–0,13) 22h11(–0,13) 32 1,6 32h10(–0,10) 32h10(–0,10) 32h10(–0,10) ω∆ = 0,344 ω∆ = 0,39 ω∆ = 0,4 Т∆ 0,4 A∆ 2–0,4 - Принятые значения звеньев размерной цепи ω∆ < T∆ после согласования значений допусков после согласования предельных отклонений 55Js10(±0,06) 2–0,4 Глава 1. Нормирование точности гладких цилиндрических соединений 61 уравнений требуемые значения предельных отклонений замыкающего звена. 2.3. Представить результаты расчета размерных цепей в виде таблицы (табл. 1.10). ПРИМЕР ВЫПОЛНЕНИЯ ПРАКТИЧЕСКОГО ЗАНЯТИЯ 1.6 (РАСЧЕТ РАЗМЕРНОЙ ЦЕПИ НА MAX-MIN) Задание. Необходимо обеспечить собираемость деталей с валом (Приложение А.13, табл. А.25, рис. А.13; вариант 13-1). Исходные данные: 1) предельные размеры замыкающего звена (зазор между торцами вала 13 и зубчатого колеса 3): А∆min = 1,6 мм; A∆max = 2,0 мм; 2) номинальные размеры составляющих звеньев: длина ступени вала 13 - А1 = 53 мм; буртик втулки 7 - А2 = 3 мм; длина втулки 7 - А3 = 22 мм; длина (высота) зубчатого колеса 3 - А4 = 32 мм. Решение. 1. Решить прямую задачу. 1.1. На рисунке 1.19 представлена схема размерной цепи, в которую включены размеры, влияющие на замыкающее звено, по одному от каждой детали. Размеры А2, А3, А4 - охватываемые; размер А1 не относится ни к охватываемым, ни к охватывающим (группа остальных размеров). Рис. 1.19 Схема размерной цепи 62 Метрология, стандартизация и сертификация Для обеспечения полной взаимозаменяемости сборки решение следует вести методом расчета на max-min, так как цепь невысокой точности. 1.2. Определить номинальный размер, предельные отклонения и допуск замыкающего звена. 1.3. Определить номинальный размер замыкающего звена: А∆ = (32 + 22 + 3) – 55 = 2 мм. 1.4. Определить предельные отклонения замыкающего звена через его предельные размеры и номинал: ES∆ = A∆max – А∆ = 2 – 2 = 0; EI∆ = А∆min – A∆ = 1,6 – 2 = –0,4 мм. 1.5. Определить допуск замыкающего звена: Т∆ = A∆max – А∆min = 2 – 1,6 = 0,4 мм = 400 мкм. Записать номинал и предельные отклонения замыкающего звена в виде исполнительного размера: А∆ = 2–0,4 (нулевое отклонение не обозначается). 1.6. Определить характер составляющих звеньев. Для этого обходим цепь слева направо в соответствии с левонаправленной стрелкой, указанной над замыкающим звеном. Расставляем стрелки над составляющими звеньями в направлении обхода. В соответствии с правилом обхода по контуру размерной цепи определяем характер составляющих звеньев: звено - уменьшающее; звенья - увеличивающие. 1.7. Определить точность составляющих звеньев. Так как номинальные размеры составляющих звеньев относятся к разным интервалам размеров, для определения точности составляющих звеньев используем способ одного квалитета, т. е. рассчитаем среднее число единиц допуска с учетом отсутствия в цепи стандартных звеньев по формуле (1.41): Глава 1. Нормирование точности гладких цилиндрических соединений 63 Ближайшее к рассчитанному значению аm = 74 стандартное число единиц допуска равно аm = 64, что соответствует 10-му квалитету. Поэтому принимаем для всех звеньев 10-й квалитет. 1.8. Определить вид и значения основных отклонений полей допусков составляющих звеньев в зависимости от вида размера (для охватываемых - h; охватывающих - H; остальных - js). Так как звено А1 относится к третьей группе размеров, назначим на него поле допуска js10, а для звеньев А2, А3, А4 (как на охватываемые) поле допуска h10. Составляющие звенья будут иметь следующие размеры: 2. Решить обратную задачу 2.1. Выполним проверку по допускам. Рассчитаем поле рассеяния замыкающего звена: ω∆ = 120 + 40 + 84 + 100 = 344 = 0,344 < 0,4 на 0,056 мм. Так как разница между полем рассеяния ω∆ = 0,344 мм и заданным допуском замыкающего звена T∆ = 0,4 мм получилась слишком большая, изменим 10-й квалитет звена А3 на 11-й квалитет. Тогда Это позволяет расширить поле рассеяния замыкающего звена на следующую величину: IT11 – IT10 = 0,130 – 0,084 = 0,046 мм, т. е. поле рассеяния при этом будет равно ω∆ = 0,39 мм. Примечание. Звено А3 выбрано потому, что разница между допусками 10-го и 11-го квалитетов для номинального размера этого звена наиболее близко приближает поле 64 Метрология, стандартизация и сертификация рассеяния замыкающего звена к полю допуска замыкающего звена. 2.2. Выполним проверку по предельным отклонениям: ES∆ = – [–0,060] = +0,060 мм; EI∆ = [(–0,040) + (–0,13) + (–0,10)] – [(+0,06)] = –0,33 мм. Следовательно, поле рассеяния замыкающего звена по предельным отклонениям равно: ω∆ = ES∆ – EI∆ = 0,06 – (–0,33) = 0,39 мм. Это совпадает со значением поля рассеяния, полученным по уравнению допусков: ω∆ = 0,39 мм, т. е. расчет предельных отклонений замыкающего звена выполнен правильно. Однако расположение поля рассеяния замыкающего звена, полученное по отклонениям (рис. 1.20а), не соответствует заданному положению поля допуска (рис. 1.20б). 2.3. Для обеспечения заданного расположения поля допуска замыкающего звена выберем самое простое по конструкции согласующее звено. Таким звеном будет звено А2 (высота буртика втулки). Принимаем его отклонения за неизвестные и решаем уравнения отклонений размерной цепи относительно этих неизвестных, подставив в левую часть уравнений требуемые отклонения (А∆ = 3–0,4) замыкающего звена. 0 = – [(–0,06)]; Рис. 1.20 Расположение поля допуска замыкающего звена: а - полученное по отклонениям; б - заданное. Глава 1. Нормирование точности гладких цилиндрических соединений 65 ESA2 = –0,06 мм; –0,4 = – [(+0,06)]; EIA2 = –0,11 мм. В результате для звена А2 получили новые предельные отклонения и допуск звена: TA2 = 0,05 мм. Таким образом, расширение допуска компенсирующего звена и изменение его предельных отклонений позволили получить замыкающее звено в заданных пределах (рис. 1.20б). Все расчеты внесем в таблицу 1.10. ГЛ А В А 2 НОРМИРОВАНИЕ ТРЕБОВАНИЙ К ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ И ГЕОМЕТРИЧЕСКИМ ДОПУСКАМ 2.1. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ И ЕЕ НОРМИРОВАНИЕ ТЕОРЕТИЧЕСКАЯ ЧАСТЬ К ПРАКТИЧЕСКИМ ЗАНЯТИЮ 2.1 Н а поверхности детали после обработки остаются следы от кромок режущего инструмента в виде неровностей и гребешков, близко расположенных друг от друга. Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, выделенная на базовой длине (l). Нормирование шероховатости поверхности по ГОСТ 2789-73 выполнено с учетом рекомендаций международных стандартов. Установлены (рис. 2.1) шесть параметров: три высотных (Ra; Rz; Rmax), два шаговых (Sm; S) и параметр относительной опорной длины профиля (tp) , , . Рис. 2.1 Профилограмма шероховатости поверхности Глава 2. Нормирование требований к шероховатости поверхности 67 Характеристика параметров шероховатости: Ra - среднее арифметическое отклонение профиля, мкм: (2.1) где yi - расстояние между любой точкой профиля и средней линией m, cредняя линия имеет форму номинального профиля и проводится так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально; n - количество рассматриваемых точек профиля на базовой длине. Rz - высота неровностей профиля по 10 точкам, мкм: (2.2) где Himax; Himin - высота наибольшего выступа и глубина наибольшей впадины, мкм. Соотношение между Ra и Rz колеблется в пределах от 4 до 7 раз; Rz больше, чем Ra. Rmax - наибольшая высота профиля - расстояние между линией выступов и линией впадин, мкм; Sm - средний шаг неровностей профиля по средней линии в пределах базовой длины, мм: (2.3) где n - количество шагов в пределах базовой длины; Smi - шаг неровностей профиля по средней линии. S - средний шаг местных выступов профиля (по вершинам) в пределах базовой длины, мкм: (2.4) где n - количество шагов в пределах базовой длины; Si - шаг местных выступов профиля. tp - относительная опорная длина профиля в %: 68 Метрология, стандартизация и сертификация (2.5) где p - уровень сечения профиля в процентах - это расстояние между линией выступов и линией, пересекающей профиль эквидистантно линии выступов; за 100% принимается Rmax; bi - длина отрезка, отсекаемая на заданном уровне в материале, мм; l - базовая длина, мм. Направления неровностей обработки зависят от метода и технологии изготовления, влияют на работоспособность, износостойкость и долговечность изделия. Условные обозначения направления неровностей (табл. 2.1) указывают на чертеже при необходимости. Т а б л и ц а 2.1 Условное обозначение направлений неровностей Тип направления неровностей Обозначение Тип направления неровностей Параллельное Произвольное Перпендикулярное Кругообразное Перекрещивающееся Радиальное Обозначение Точечное Выбор параметров производится в зависимости от эксплуатационных свойств поверхности. Предпочтительным принят параметр Ra - среднее арифметическое отклонение профиля, так как он определяет шероховатость по всем точкам профиля (табл. В.1). Глава 2. Нормирование требований к шероховатости поверхности 69 Точечное направление неровностей дают поверхности, полученные методом порошковой металлургии, электроискровым методом, травлением и др. Средняя высота неровностей по 10 точкам Rz используется в тех случаях, когда нельзя измерить Ra на приборах типа профилометр путем ощупывания поверхности алмазной иглой (острые кромки, мягкий материал, особо чистая поверхность). Шаговые параметры влияют на виброустойчивость, сопротивление в волноводах и электропроводность в электротехнических деталях. Параметр tp необходимо учитывать при высоких требованиях к контактной жесткости и герметичности. В ГОСТ 2789-59 предусматривалось 14 классов шероховатости в порядке уменьшения значений параметров. В сравнительной таблице В.1 даны соотношения между классами шероховатости и другими высотными параметрами. С 1983 г. для всех классов введен ряд значений Ra предпочтительного применения по 1-му варианту. Определение значений параметров шероховатости может быть выполнено методом подобия и расчетным методом. Метод подобия (табл. В.2) ориентируется на экономическую точность, которая устанавливает зависимость шероховатости и формы поверхности от допуска размера и применяемого отделочного метода обработки. Минимальные требования к шероховатости поверхности в зависимости от допусков размера и формы даны в таблице В.3 . Примеры выбора числовых значений Ra в зависимости от вида соединения даны в таблице В.4. При расчетном методе учитывается зависимость параметров шероховатости поверхности от допуска размера, так как при обеспечении требуемой точности размера изменяется шероховатость и точность геометрической формы поверхности. Для деталей жесткой конструкции (L ≤ 2d) соотношение допусков размера (Т) и формы поверхности (Тф) установлены три уровня относительной геометрической точности (ГОСТ 24643-81): А - нормальный, используемый наиболее часто в машиностроении для поверхностей без особых требований 70 Метрология, стандартизация и сертификация к точности формы при низкой скорости вращения или перемещения; В - повышенный, используемый для поверхностей, работающих при средних нагрузках и скоростях до 1500 об/мин, при оговоренных требованиях к плавности хода и герметичности уплотнений. Поверхности, образующие соединения с натягом или по переходным посадкам при воздействии больших скоростей и нагрузок, при наличии ударов и вибраций; С - высокий, рекомендуемый для поверхностей, работающих в подвижных соединениях при высоких нагрузках и скоростях свыше 1500 об/мин, при высоких требованиях к плавности хода, герметичности уплотнения и при необходимости трения малой величины; при высоких требованиях к точности центрирования, прочности соединения в условиях воздействия больших нагрузок, ударов и вибраций. Значения коэффициентов формы (Kф) и шероховатости (Kr) приведены в таблице 2.2. Т а б л и ц а 2.2 Значения коэффициентов Kф и Kr Уровень относительной геометрической точности цилиндрические поверхности плоские поверхности Значение коэффициента Kф Значение коэффициента Kr А 0,3 0,6 0,05 В 0,2 0,4 0,025 С 0,12 0,25 0,012 Значение Ra можно рассчитать по формуле Ra = KrТ, (2.6) где Т - допуск на размер, ограничивающий данную поверхность (Td или TD); Kr - коэффициент шероховатости поверхности по таблице 2.2. Расчетное значение округлить в сторону уменьшения до величины, указанной в таблице В.1, вариант 1. Указание требований к шероховатости поверхностей производится на чертежах согласно ЕСКД по ГОСТ 2.30973 «ЕСКД. Обозначения шероховатости поверхностей». Глава 2. Нормирование требований к шероховатости поверхности 71 Рис. 2.2 Место и порядок записи параметров шероховатости Обозначение шероховатости состоит из условного значка и числовых значений . Структура обозначения шероховатости поверхности приведена на рисунке 2.2. При применении знака без указания параметра и способа обработки его изображают без полки. В обозначении шероховатости применяют один из знаков: - основной знак, когда метод обработки поверхности чертежом не регламентируется; - знак, соответствующий поверхности, полученной удалением слоя металла (точением, сверлением, фрезерованием, шлифованием и т. д.); - знак, соответствующий поверхности в состоянии поставки, без удаления слоя металла (литье, штамповка, поковка и т. д.). Согласно ГОСТ 2.309-73 с 01.01.2005 г. при задании параметров шероховатости: обязательно указывать символы (Ra, Rz, S, tp) перед их числовым значением; все параметры записывать под полочкой. Под полочкой могут быть указаны: условные обозначения неровностей, базовая длина и все параметры шероховатости по строчкам, начиная с Ra; над полочкой указывают способ обработки и другие дополнительные требования (например, полировать); 72 Метрология, стандартизация и сертификация знак «остальное» для поверхностей, обрабатываемых с одинаковыми требованиями, указывать в верхнем правом углу чертежа, например, или; обработку поверхностей сложного контура «кругом» указывать так: . Знак шероховатости может указываться на контурной линии чертежа, на размерных линиях или на их продолжениях, на рамке допуска формы, на полках линий - выносок (рис. 2.3а). При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке (рис. 2.3б): параметры высоты неровностей профиля; параметры шага неровностей профиля; относительная опорная длина профиля. При нормировании требований к шероховатости поверхности параметрами Ra, Rz, Rmax базовую длину в обозначении шероховатости не приводят, если она соответствует ГОСТ 2789-73 для выбранного значения параметра шероховатости (табл. В.1). В данном примере указано (рис. 2.3б): среднеарифметическое отклонение профиля Ra не более 0,1 мкм на базовой длине l = 0,25 мм (в обозначении Рис. 2.3 Примеры обозначения шероховатости: а - возможное размещение знака шероховатости; б - указание нескольких параметров. Глава 2. Нормирование требований к шероховатости поверхности 73 Рис. 2.4 Варианты обозначения шероховатости в правом углу чертежа: а - все поверхности имеют одинаковую шероховатость; б - часть поверхностей имеет одинаковую шероховатость (остальные); в - часть поверхностей по данному чертежу не обрабатывается (полочка не рисуется, параметры не указываются. базовая длина не указана, так как соответствует значению, определенному стандартом для данной высоты неровностей); средний шаг неровностей профиля Sm должен находиться в пределах от 0,063 до 0,040 мм на базовой длине l = 0,8 мм; относительная опорная длина профиля на 50%-ном уровне сечения должна находиться в пределах 80 ± 10% на базовой длине l = 0,25 мм. Примеры задания требований к шероховатости поверхности: означает Ra ≤ 1,6 мкм, метод обработки поверх ности чертежом не регламентируется; означает Rz≤ 40 мкм, обработка резанием; означает Ra ≤ 12,5 мкм, поверхность без удале ния слоя металла (литье, штамповка, поковка и т. д.). Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. д.), количество которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности, независимо от числа изображений или поверхностей, имеющих одинаковую шероховатость и образующих контур, наносят один раз. В правом верхнем углу чертежа указывают общие требования к поверхностям детали, варианты задания таких требований указаны на рисунке 2.4. 74 Метрология, стандартизация и сертификация ПОРЯДОК ВЫПОЛНЕНИЯ ПРАКТИЧЕСКОГО ЗАНЯТИЯ 2.1 (1-Й УРОВЕНЬ СЛОЖНОСТИ) Ознакомиться с теоретической частью раздела. Получить задание (вариант) практической работы. Варианты заданы в таблице 2.3. Т а б л и ц а 2.3 Варианты заданий к практическому занятию 2.1 № варианта Обозначение шероховатости поверхности № варианта 1 15 2 16 3 17 4 18 5 19 6 20 Обозначение шероховатости поверхности Глава 2. Нормирование требований к шероховатости поверхности 75 П р о д о л ж е н и е т а б л. 2.3 № варианта Обозначение шероховатости поверхности № варианта 7 21 8 22 9 23 10 24 11 25 12 26 13 27 14 28 Обозначение шероховатости поверхности 76 Метрология, стандартизация и сертификация Задание. По заданному варианту расшифровать условное обозначение шероховатости. Решение. 1. Указать вид условного значка, обозначающего требования к шероховатости поверхности. 2. Определить тип направления неровностей. 3. Определить наименование параметров шероховатости, их условное обозначение и числовое значение. 4. Указать базовую длину и объяснить ее назначение. ПРИМЕР ВЫПОЛНЕНИЯ ПРАКТИЧЕСКОГО ЗАНЯТИЯ 2.1 Задание. По заданному варианту расшифровать условное обозначение шероховатости. Дано: Решение. 1. Использован знак - метод обработки поверхности чертежом не регламентируется. 2. Направление неровностей не регламентируется, т. е. соответствует методу обработки. 3. Шероховатость нормируется по: параметру Ra (среднее арифметическое отклонение профиля), значение которого не должно превышать 0,1 мкм; средний шаг неровностей профиля по средней линии Sm в пределах (0,063–0,040) мм; относительная опорная длина профиля tp, задана на уровне 50% и должна составлять 80 ± 10%; 4. Базовая длина l = 0,25 мм для Ra не указывается, так как ее числовое значение соответствует числовому значению параметра Ra (табл. В.1); базовая длина l = 0,8 мм для Sm указана, базовая длина l = 0,25 мм для tp указана, так как эти параметры на приборах профилометр - профилограф измеряются на больших базовых длинах. Глава 2. Нормирование требований к шероховатости поверхности 77 2.2. НОРМИРОВАНИЕ ОТКЛОНЕНИЙ ФОРМЫ ПОВЕРХНОСТИ 2.2.1. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ТЕОРЕТИЧЕСКАЯ ЧАСТЬ К ПРАКТИЧЕСКИМ ЗАНЯТИЯМ 2.2, 2.3, 2.4 В ГОСТ 24642 (не действует в РФ) даны термины и определения, относящиеся к допускам формы; на территории России введен в действие с 01.01.2012 г. ГОСТ Р 53442, который устанавливает определения и правила указания на чертежах геометрических допусков (формы, ориентации, месторасположения и биения). Однако необходимо рассмотреть некоторые понятия ГОСТ 24642-81, так как аналогичных им в новом стандарте нет. Отклонением формы EF (∆ф) называется отклонение формы реального элемента от номинальной формы, оцениваемое наибольшим расстоянием от точек реального элемента по нормали к прилегающему элементу (рис. 2.5). Шероховатость поверхности в отклонение формы не включается. Номинальная поверхность - это идеальная поверхность, форма которой задана чертежом или другой технической документацией. Реальная поверхность - это поверхность, ограничивающая тело и отделяющая его от окружающей среды. Отклонения формы оцениваются по всей поверхности (по всему Рис. 2.5 Схема к определению отклонения формы поверхности 78 Метрология, стандартизация и сертификация профилю) или на нормируемом участке, если заданы площадь, длина или угол сектора, а в необходимых случаях и расположение его на поверхности. Если расположение участка не задано, то его считают любым в пределах всей поверхности или профиля. Отсчет отклонений формы поверхности производится по нормали к прилегающей поверхности как наибольшее расстояние от точек реальной поверхности до прилегающей, которая рассматривается как номинальная. Прилегающая поверхность - поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Отклонения формы профиля оцениваются аналогично - от прилегающей линии. Допуск формы TF (Тф) - это наибольшее допускаемое значение отклонения формы. Допуски формы могут быть: комплексными (плоскостность, цилиндричность, круглость, допуск формы заданного профиля); элементарными (выпуклость, вогнутость, овальность, огранка, конусообразность, седлообразность, бочкообразность). Отклонение от круглости ∆кр - наибольшее расстояние от точек реального профиля до прилегающей окружности (рис. 2.6). Основные виды частных отклонений профиля поперечного сечения цилиндрических поверхностей - овальность (рис. 2.7а) и огранка (рис. 2.7б). Частные отклонения профиля продольного сечения - конусообразность (рис. 2.8а), бочкообразность (рис. 2.8б), седлообразность (рис. 2.8в). Для всех случаев отклонение формы определяется в радиусном выражении: (2.7) Допуски формы поверхности назначаются только в том случае, если они по условиям эксплуатации изделия должны Глава 2. Нормирование требований к шероховатости поверхности Рис. 2.6 Отклонение от круглости Рис. 2.7 Частные виды отклонений от круглости: а - овальность; б - огранка. Рис. 2.8 Частные виды отклонений формы профиля продольного сечения: а - конусообразность; б - бочкообразность; в - седлообразность. 79 80 Метрология, стандартизация и сертификация быть меньше допуска размера. Виды допусков формы и другие геометрические допуски представлены в таблице В.5. Наименование геометрического допуска состоит из слова «допуск» и геометрической характеристики элемента, нормируемой им, например «допуск прямолинейности». Исключение составляет допуск позиционирования, который в сложившейся практике имеет наименование «позиционный допуск». Числовые значения допусков формы и расположения поверхностей установлены ГОСТ 24643-81 по 16 степеням точности (табл. В.6 и В.7). В таблицах рассмотрены 12 степеней, т. к. для грубых поверхностей применяется ГОСТ 30893.2 на общие допуски. Числовые значения допусков формы поверхности могут быть определены расчетным методом и методом подобия. 2.2.2. ОПРЕДЕЛЕНИЕ ЧИСЛОВЫХ ЗНАЧЕНИЙ ДОПУСКОВ ФОРМЫ ПОВЕРХНОСТИ Метод подобия применяется при известном квалитете точности размера рассматриваемой поверхности. Определяется степень точности формы поверхности по условиям экономической точности для жесткой конструкции (табл. В.2). Степень точности снижается на одну, если L/d от 2 до 5; на две степени точности грубее, если L/d >5. Hisoblash usuli o'lchovli toleranslarning shakl tolerantliklariga va sirt pürüzlülüğüne nisbatiga asoslanadi. Silindrsimon qismlar uchun o'lcham bardoshliligi va shakl bardoshliligi o'rtasidagi munosabatni ko'rib chiqayotganda, ko'rib chiqilayotgan sirtning diametri va tekis qismlar uchun - qismning qalinligi uchun tolerantlik olinadi, chunki eng katta xato bu bardoshlilikka teng, ya'ni 100%. Tf max = Td. Silindrsimon qismlar uchun shaklning bardoshliligi radius bo'yicha berilgan, shuning uchun eng katta shakl xatosi diametr tolerantligining 50% ga teng qabul qilinadi: Tf max = Td/2. 2-bob. Sirt pürüzlülüğü bo'yicha talablarni tasniflash 81 A darajasi uchun shaklga bardoshlilik (
O'quv qo'llanmada standartlashtirish va sertifikatlashtirishning har xil turlari bo'yicha ishlarni amalga oshirish vositalari va usullari muhokama qilinadi. Ishlab chiqarish va xizmatlarni standartlashtirish va sertifikatlashtirishning ilmiy-texnik, normativ-uslubiy va tashkiliy asoslari bayon etilgan. Standartlashtirish va sertifikatlashtirish sohasidagi ishlarni muvofiqlashtirish maqsadida xorijda sertifikatlashtirish metodologiyasi va amaliyoti atroflicha ko‘rib chiqiladi. Ko'p sonli misollar va ma'lumotnomalar jadval va diagrammalar shaklida berilgan. Har bir bobdan keyin nazorat savollari va topshiriqlari beriladi.
Qadam 1. Katalogdan kitoblarni tanlang va "Sotib olish" tugmasini bosing;
Qadam 2. "Savat" bo'limiga o'ting;
Qadam 3. Kerakli miqdorni belgilang, Qabul qiluvchi va Yetkazib berish bloklaridagi ma'lumotlarni to'ldiring;
Qadam 4. "To'lovga o'tish" tugmasini bosing.
Ayni paytda ELS veb-saytida faqat 100% oldindan to'lov bilan bosma kitoblar, elektron ruxsatnomalar yoki kutubxonaga sovg'a sifatida kitob sotib olish mumkin. To'lovdan so'ng sizga raqamli kutubxonada darslikning to'liq matni bilan tanishish imkoniyati beriladi yoki biz sizga bosmaxonada buyurtma tayyorlashni boshlaymiz.
Diqqat! Iltimos, buyurtmalar uchun to'lov usulini o'zgartirmang. Agar siz allaqachon to'lov usulini tanlagan bo'lsangiz va to'lovni yakunlay olmasangiz, buyurtmani qayta ro'yxatdan o'tkazishingiz va uni boshqa qulay usulda to'lashingiz kerak.
Buyurtmani quyidagi usullardan biri yordamida to'lashingiz mumkin:
- Naqd pulsiz usul:
- Bank kartasi: arizaning barcha maydonlarini to'ldirishingiz kerak. Ba'zi banklar sizdan to'lovni tasdiqlashingizni so'rashadi - buning uchun telefon raqamingizga SMS-kod yuboriladi.
- Onlayn banking: to'lov xizmati bilan hamkorlik qiluvchi banklar to'ldirish uchun o'z shakllarini taklif qiladilar. Iltimos, barcha maydonlarga to'g'ri ma'lumotlarni kiriting.
Masalan, uchun " class="text-primary">Sberbank Online mobil telefon raqami va elektron pochta kerak. Uchun " class="text-primary">Alpha Bank sizga Alfa-Click xizmatiga kirish va elektron pochta kerak bo'ladi. - Elektron hamyon: agar sizda Yandex hamyoningiz yoki Qiwi hamyoningiz bo'lsa, ular orqali buyurtmani to'lashingiz mumkin. Buning uchun tegishli to'lov usulini tanlang va taklif qilingan maydonlarni to'ldiring, shundan so'ng tizim sizni hisob-fakturani tasdiqlash uchun sahifaga yo'naltiradi.
A.G. Sergeev
M.V.Latishev
V.V. Teregerya
SEMINAR
METROLOGIYA, STANDARTLASHTIRISH, SERTIFIKATSIYA BO'YICHA
Vladimir 2005 yil
A.G.Sergeev, M.V.Latishev, V.V.Teregerya
SEMINAR
METROLOGIYA, STANDARTLASHTIRISH, SERTIFIKATSIYA BO'YICHA
Qo'llanma
Vladimir 2005 yil
UDC 621.753(076) + 658.516(075.8)
Sharhlovchi
Metrologiya, standartlashtirish, sertifikatlashtirish bo'yicha seminar / Komp.: A.G.Sergeev, M.V.Latyshev, V.V.Teregerya; Vladimir. davlat un-t. Vladimir, 2005. s.
120301, 114000, 210200 mutaxassisliklari uchun “Metrologiya, standartlashtirish, sertifikatlashtirish” kursi dasturiga muvofiq tuzilgan.
O‘quv qo‘llanmaning bo‘limlarida “Metrologiya, standartlashtirish, sertifikatlashtirish” kursining quyidagi mavzulari bo‘yicha amaliy mashg‘ulotlar uchun materiallar mavjud: standartlashtirishning huquqiy asoslari, ilmiy-texnik hujjatlarni tasniflash, mahsulot va xizmatlarga texnik shartlarni ishlab chiqish; ishlab chiqarish qismlarining aniqligini nazorat qilish, ulanishlar va qo'nishlarning asosiy tushunchalari, davlat standarti ESDP , chiziqli o'lchamlarni o'lchash usullari va vositalarini tanlash, to'g'ridan-to'g'ri ko'p o'lchovlar natijalarini qayta ishlash, sertifikatlash asoslari.
Nomlangan mutaxassisliklar bo'yicha kunduzgi bo'lim talabalari uchun mo'ljallangan.
Il. Tab. . Bibliografiya nomi
UDC 621.753 (076 + 658.516
1. STANDARTLASHTIRISH
1.1. ROSSIYA FEDERATSIYASINI STANDARTLASHTIRISH BO'YICHA HUQUQIY ASOS VA ME'ZORIY HUJJATLAR
Asosiy fikrlar. Rossiya Federatsiyasida standartlashtirish bo'yicha asosiy hujjat "Texnik jihatdan tartibga solish to'g'risida" gi qonun, shuningdek, "O'lchovlarning bir xilligini ta'minlash to'g'risida", "Iste'molchilarning huquqlarini himoya qilish to'g'risida" gi qonunlar va Rossiya Federatsiyasi Hukumatining qarorlari hisoblanadi. Rossiya Federatsiyasining ushbu qonunlarini amalga oshirish uchun qabul qilingan.
"Texnik jihatdan tartibga solish to'g'risida" gi qonun Rossiya Federatsiyasida standartlashtirishning huquqiy asoslarini belgilaydi, munosabatlar to'g'risidagi Federal qonun bilan tartibga solinadigan ishtirokchilarning huquq va majburiyatlarini belgilaydi. U mahsulotlarga, ishlab chiqarish jarayonlariga, foydalanish va utilizatsiya qilishga qo'yiladigan majburiy talablarni ishlab chiqish, qabul qilish, qo'llash va ulardan foydalanish, shuningdek mahsulotga, ishlab chiqarish jarayonlariga, ekspluatatsiyaga qo'yiladigan talablarni ixtiyoriy ravishda ishlab chiqish, qabul qilish, qo'llash va ulardan foydalanish bilan bog'liq munosabatlarni tartibga soladi. , saqlash, tashish, sotish va utilizatsiya qilish, ishlarni bajarish yoki xizmatlar ko'rsatish. Rossiya Federatsiyasining standartlashtirish sohasiga taalluqli boshqa federal qonunlari va qoidalari (shu jumladan texnik reglamentlar talablariga rioya etilishini nazorat qilishni bevosita yoki bilvosita ta'minlaydiganlar) asosiy hujjatga zid bo'lmagan darajada qo'llaniladi. Federal ijro etuvchi hokimiyat organlari texnik jihatdan tartibga solish muhitida faqat tavsiya xarakteridagi hujjatlarni chiqarishga haqli, bundan mudofaa mahsulotlari (ishlar, xizmatlar) va mahsulotlar (ishlar, xizmatlar) to'g'risidagi ma'lumotlarga nisbatan tartibga solish hollari bundan mustasno. davlat siri. Agar Rossiya Federatsiyasining texnik jihatdan tartibga solish sohasidagi xalqaro shartnomasida asosiy Federal qonunda nazarda tutilganidan boshqacha qoidalar belgilangan bo'lsa, xalqaro shartnoma qoidalari qo'llaniladi va agar xalqaro shartnomadan uning qo'llanilishi uchun chiqarish talab qilinsa, xalqaro shartnoma qoidalari qo'llaniladi. ichki hujjat, xalqaro shartnoma qoidalari va uning asosida Rossiya Federatsiyasi qonunchiligini qabul qilish (1-ilovaga qarang).
Ilmiy-texnika taraqqiyotida standartlashtirishning rolini kuchaytirish, mahsulot sifati va uni ishlab chiqarishning iqtisodiy samaradorligini oshirish uchun Rossiya milliy standartlashtirish tizimi (RNSS) ishlab chiqilgan. RNSS asosini Davlat standartlashtirish tizimi tashkil etadi (GOST R 1.0 - 92.
GSS RF. Asosiy qoidalar; GOST 1.5 - 2002. GSS RF. Standartlar. Qurilish, taqdimot, loyihalash, mazmuni va belgilash uchun umumiy talablar; GOST R 1.8 - 2002. GSS RF. Davlatlararo standartlar. Rossiya Federatsiyasida amalga oshirilgan ishlarni ishlab chiqish, qo'llash, yangilash va tugatish qoidalari; GOST R 1.9 - 95. GSS RF. mahsulot va xizmatlarni davlat standartlariga muvofiqlik belgisi bilan markalash tartibi; GOST R 1.12 - 99. GSS RF. Shartlar va ta'riflar. va boshqalar) "Texnik jihatdan tartibga solish to'g'risida" Federal qonuniga muvofiq o'zgartirishlar kiritilgan. RNSS Rossiya Federatsiyasida barcha davlat organlari, shuningdek korxonalar va tadbirkorlar, jamoat birlashmalari uchun standartlashtirishning huquqiy asoslarini belgilaydi va me'yoriy hujjatlarni ishlab chiqish va qo'llash orqali iste'molchilar va davlat manfaatlarini davlat tomonidan himoya qilish choralarini belgilaydi. standartlashtirish bo'yicha.
ISO/IEC tomonidan belgilangan standartlashtirish - bu barcha manfaatdor tomonlarning manfaati va ishtirokida ma'lum bir sohada faoliyatni tartibga solish, xususan, shartlarga rioya qilgan holda optimal umumiy tejamkorlikka erishish uchun qoidalarni o'rnatish va qo'llashdir. foydalanish (foydalanish) va xavfsizlik talablari.
"Texnik jihatdan tartibga solish to'g'risida" Federal qonuniga muvofiq standartlashtirish fuqarolarning hayoti yoki sog'lig'i, jismoniy yoki yuridik shaxslarning mulki, davlat yoki kommunal mulk, ekologik xavfsizlik, hayot xavfsizligi yoki xavfsizligi darajasini oshirish uchun amalga oshiriladi. hayvonlar va o'simliklarning sog'lig'ini saqlash va texnik reglamentlar talablariga rioya qilishga ko'maklashish; tabiiy va texnik favqulodda vaziyatlar xavfini hisobga olgan holda ob'ektlarni qo'riqlash darajasini oshirish; ilmiy-texnikaviy taraqqiyotni ta'minlash; mahsulotlar, ishlar va xizmatlarning raqobatbardoshligini oshirish; resurslardan oqilona foydalanish; texnik va axborot mosligi; tadqiqot (sinovlar) va o'lchovlar natijalarining, texnik va iqtisodiy-statistik ma'lumotlarning solishtirilishi; mahsulotlarning almashtirilishi. Standartlashtirish quyidagi tamoyillarga asoslanadi: standartlarni ixtiyoriy ravishda qo'llash; manfaatdor tomonlarning qonuniy manfaatlari standartlarini ishlab chiqishda maksimal darajada hisobga olish; milliy standartni ishlab chiqish uchun asos sifatida xalqaro standartni qo'llash, agar bunday qo'llash xalqaro standartlar talablarining Rossiya Federatsiyasining iqlimiy va geografik xususiyatlariga, texnik va (yoki) texnologik xususiyatlariga mos kelmasligi sababli imkonsiz deb topilmasa. xususiyatlari, yoki boshqa sabablarga ko'ra yoki Rossiya Federatsiyasida
belgilangan tartibda xalqaro standartning qabul qilinishiga yoki uning alohida qoidasiga qarshi chiqqan; mahsulot ishlab chiqarish va aylanishiga, ishlarni bajarishga va xizmatlar ko'rsatishga standartlashtirish maqsadlarini amalga oshirish uchun zarur bo'lgan minimal darajadan ko'proq darajada to'siqlar yaratishga yo'l qo'yilmasligi; texnik reglamentlarga zid bo'lgan bunday standartlarni belgilashga yo'l qo'yilmasligi; standartlarni bir xilda qo'llash uchun shart-sharoitlarni ta'minlash.
Standartlashtirish faoliyati normativ hujjatlar bilan tartibga solinadi. Standartlashtirish bo'yicha me'yoriy hujjat - standartlashtirish ob'ektlari, turli xil faoliyat turlari yoki ularning natijalariga oid qoidalar, tamoyillar, normalar, xususiyatlarni belgilaydigan va keng foydalanuvchilar uchun mavjud bo'lgan hujjat. Standartlashtirish bo'yicha asosiy me'yoriy hujjatlar ro'yxati 1.1.1-rasmda ko'rsatilgan.
Xalqaro standartlar Xalqaro standartlashtirish tashkiloti tomonidan ishlab chiqiladi va nashr etiladi. Xalqaro standartlar asosida milliy standartlar yaratiladi, ular xalqaro iqtisodiy munosabatlar uchun ham qo'llaniladi. Ushbu standartlarning asosiy maqsadi xalqaro tovar almashinuvini osonlashtirish va intellektual, ilmiy-texnikaviy va iqtisodiy faoliyat sohasida o'zaro hamkorlikni rivojlantirish uchun jahonda standartlashtirishning qulay rivojlanishiga ko'maklashishdan iborat.
Xalqaro, shuningdek milliy xorijiy standartlar Rossiya Federatsiyasida davlat standarti yoki texnik reglamentlarni qabul qilish orqali joriy etiladi.
Dunyoda xalqaro standartlar keng qo'llaniladi, ularning soni hozirda 12 mingdan oshadi va har yili mingga yaqin standartlar qabul qilinadi yoki qayta ko'rib chiqiladi. Ular standartlashtirish bo'yicha xalqaro tashkilotga a'zo davlatlar uchun majburiy emas. Ularni qo'llash bo'yicha qaror muayyan davlatning xalqaro mehnat taqsimotidagi ishtiroki darajasi va uning tashqi savdosi holati bilan bog'liq. Rossiyada hozirgi vaqtda milliy standartlashtirish tizimiga xalqaro standartlarni joriy etish bo'yicha faol jarayon davom etmoqda.
Shaklda. 1.1.2 standartlashtirish bo'yicha xalqaro tashkilotlar ro'yxatini taqdim etadi.
Guruch. 1.1.1. Standartlashtirish bo'yicha asosiy me'yoriy hujjatlar ro'yxati
|
Qoidalar |
|
STP korxona va tashkilotlarning standartidir. |
Guruch. 1.1.1. Tugatish
Guruch. 1.1...2. Standartlashtirish bo'yicha xalqaro tashkilotlar
Ish topshirig'i. Standartlashtirish bo'yicha asosiy huquqiy hujjatlarni o'rganish uchun ("Texnik jihatdan tartibga solish to'g'risida" Federal qonuni, 1-ilovaga qarang), standartlashtirish bo'yicha normativ hujjatlarning toifalari va turlari. Tanishmoq
tsya "xalqaro standartlar" tushunchasi va standartlashtirish bo'yicha xalqaro tashkilotlar faoliyati bilan.
Amaliy topshiriqlar. Savollarga javob berish:
standartlashtirish tushunchasi.
standartlashtirish maqsadlari.
Rossiya milliy standartlashtirish tizimi.
standartning ta'rifi.
xalqaro standartlashtirish.
xalqaro standartlashtirish organlari.
To'g'ri test nazorati javoblarini aniqlang.
1. Rossiya Federatsiyasi standartlashtirishning huquqiy asoslari bo'yicha me'yoriy hujjatni nomlang:
"Texnik jihatdan tartibga solish to'g'risida"gi qonun;
“O‘lchovlar bir xilligini ta’minlash to‘g‘risida”gi qonun;
"Xalqaro aktlar";
"Standartlashtirish bo'yicha me'yoriy-texnik hujjatlar".
2. Texnik reglamentlar talablari qanday xususiyatga ega?
Ulardan faqat ba'zilari farzdir;
ular majburiydir;
3. Standartlashtirish sohasidagi asosiy xalqaro tashkilotni ko‘rsating:
Xalqaro elektrotexnika komissiyasi (IEC);
Evropa standartlashtirish qo'mitasi (CEN);
Xalqaro standartlashtirish tashkiloti (ISO).
4. Standart deb nimaga aytiladi:
ixtiyoriy ravishda ko'p martalik foydalanish maqsadida mahsulotning xususiyatlari, ishlab chiqarish, foydalanish, saqlash, tashish, sotish va utilizatsiya qilish, ishlarni bajarish yoki xizmatlar ko'rsatish jarayonlarini amalga oshirish qoidalari va xususiyatlari belgilangan hujjat;
bu standartlashtirish ob'ekti uchun majburiy qoidalar, normalar va talablarni belgilash bo'yicha rejalashtirilgan faoliyatdir.
5. Texnik reglament deb nimaga aytiladi?
standartlashtirish ob'ektiga faqat texnik talablar ko'rsatilgan hujjat;
standartlashtirish, metrologiya, sertifikatlashtirish, akkreditatsiya, litsenziyalash, texnik reglamentlarning, davlat va xalqaro standartlarning majburiy talablariga rioya etilishi ustidan davlat nazorati va nazorati bo'yicha ishlarni tashkil etish va boshqarish muammolarini hal qilish bilan bog'liq muayyan ishlab chiqarish jarayonlari va ularning elementlari uchun ishlab chiqilgan normativ hujjat. .
bu standartlashtirish ob'ekti uchun majburiy qoidalar, normalar va talablarni belgilash bo'yicha rejalashtirilgan faoliyatdir.