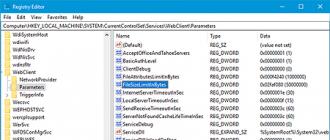
Mach3 — программа для управления ЧПУ станком, которая позволяет автоматизировать процессы обработки заготовок. Использование ЧПУ станков актуально для крупных предприятий и небольших мастерских. Разница заключается только в характеристиках и размерах станков, которые применяются в тех или иных ситуациях. Рассмотрим вопрос применения Mach3 на начальных этапах ее освоения.

- Современный фрезерный станок, оснащенный модулем ЧПУ, позволяет ему взаимодействовать с обычным персональным компьютером или ноутбуком;
- Установив на свой ПК драйвер Mach3, вы можете разрабатывать управляющие программы;
- После разработки программа загружается в память модуля с числовым программным управлением;
- Задача компьютера — настроить все необходимые параметры для работы ЧПУ;
- Помимо автоматизации процессов, через ПК можно вручную управлять перемещениями режущих инструментов станка, контролировать их передвижения относительно заготовки или рабочего стола;
- Работа Mach3 основана на следующей схеме: компьютер — мастер — фрезерное оборудование. Чтобы осуществлять подобное управление, вам потребуется соответствующая программа;
- Mach3 — это отличный пример современного программного обеспечения, за счет которого происходит управление, настройка станков;
- Mach3 рассчитана на работу со всеми операционными системами производства Майкрософт;
- Программа работает как обычное приложение «оконного» типа;
- Мак3 отличается широкими функциональными возможностями, интуитивно понятным интерфейсом;
- При этом новички, для которых настройка ЧПУ является чем-то совершенно новым, должны внимательно изучить руководство по эксплуатации. На адаптацию к работе с ЧПУ через специальную программу уходит минимум времени. Это обусловлено грамотно разработанным интерфейсом и понятным принципом управления.
Подготовка к работе с Mach3

Фото Mach3 — программы для управления ЧПУ станком
Числовое программное управление, то есть ЧПУ, является передовой разработкой в сфере построения станков. Программа упрощает управление, автоматизирует все процессы. Грамотная настройка ЧПУ с помощью программы через ПК позволяет минимизировать человеческий фактор, свести к нулю вероятность ошибок.
При этом важно понимать, что если настройка будет выполнена неправильно, вы можете сломать фрезы, неправильно обработать заготовку, вывести из строя модуль ЧПУ и остальные компоненты оборудования.
Чтобы избежать подобных ошибок и неприятных инцидентов, следует начать с грамотной подготовки к работе станков с ЧПУ.
- Выполните полное подключение станков. Вы должны убедиться, что станок подготовлен к работе, получает качественное питание от электросети. Для множества станков доступны специальные программы, позволяющие через ПК проверить состояние оборудование, исправность его отдельных узлов.
- Установите Mach3 на свой персональный компьютер или ноутбук. При этом убедитесь, что ваш ПК отвечает минимальным требованиям по системным характеристикам. Mach3 не является «тяжелой» программой, потому почти любой компьютер ее легко «потянет».
- Программа может потребовать русификации в некоторых случаях. Лицензионная версия выполнена на английском языке, но в сети широко доступны специальные русификаторы. Пиратские программы типа Mach3 использовать не рекомендуется, поскольку в подобном ПО могут быть серьезные ошибки, способные вывести из строя ваш станок даже при условии, что настройка была выполнена правильно. Лицензия стоит около 12 тысяч рублей.
- Постарайтесь оптимизировать работу операционной системы, отключив всевозможные всплывающие окна, неиспользуемые программы. Вам ничего не должно мешать в процессе работы со станком.
- Не запускайте параллельно с работой Mach3 сторонние программы. Особенно это касается компьютерных игр, просмотра фильмов и другого контента, который требует внушительных ресурсов от ПК. В противном случае настройка может оказаться некорректной, от чего пострадает качество обработки и сам станок.
- Если параллельно вы хотите составлять управляющие программы для станка с ЧПУ, либо использовать компьютер не только для работы с Мак3, тогда разделите жесткий диск на подразделы. Для ПО под станок с ЧПУ установите отдельную операционную систему. Логический подраздел жесткого диска должен полностью быть выделен под управление станком. Это позволит не занимать весь ПК вопросами управления ЧПУ. Данную операционную систему используйте конкретно под настройки оборудования, не загружайте туда посторонний софт, минимизируйте набор программ.
Работа с программой
Когда этапы подготовки позади, вам потребуется приступать к непосредственной настройке программы Мак3.
- Внимательно изучите все кнопки, которые доступны в меню Mack3. Многие пугаются их огромного количества. Но наличие русифицированной версии позволит быстро во всем разобраться.
- В зависимости от типа станка, вам необходимо открыть соответствующие вкладки. Для фрезерного оборудования потребуются вкладки параметров электродвигателей, скорости деталей, параметры портов, шпинделя и пр.
- Купив лицензионную версию программного обеспечения, вы найдете все описания параметров настройки в руководстве для пользователей. Либо ее можно отыскать на просторах всемирной паутины.
- Если вы условно правильно выполнили настройки работы станка через программу Мак3, при командах, подаваемых с клавиатуры, электромоторы оборудования начнут вращаться, перемещаться. Важно, чтобы портал перемещался без рывков, аккуратно и свободно. Это говорит о том, что настройка произведена верно.
- Выполните прогон. Так называют пробное ручное перемещение инструментов. Соответствующая кнопка для прогона есть в программе Мак3.
- Прогон определяется соответствующей иконкой, позволяющей включать и выключать данный пробный режим.
- Обратите внимание на джог-шарик. При прогоне он должен подсвечиваться. Он служит для управления инструментами станка с помощью мышки. Чем ближе будет курсор от джога при щелчках, тем выше окажется скорость вращения электромоторов. Помимо мышки, для активации инструмента можно применить клавиши на клавиатуре.
- Управление движениями инструментов бывает пошаговым и непрерывным. В случае с непрерывным, инструмент станка перемещается постоянно, пока вы зажимаете соответствующую клавишу или кнопку мышки. Пошаговый режим предполагает, что после нажатия кнопки портал переместится на строго заданное расстояние. Величину шага вы можете задавать самостоятельно.
Mach3 предлагается покупателям с подробной инструкцией по эксплуатации. Опираясь на официальное руководство, вы сможете адаптировать программу под тот или иной станок. Действуйте строго согласно заводским инструкциям. Только они дают возможность выполнить грамотную установку параметров работы оборудования с ЧПУ. Если настройка окажется верной, составленная программа управления позволит автоматизировать станок, адаптировать его под выполнение тех или иных операций с заготовками.
Перед любым владельцем станка с ЧПУ встает вопрос выбора программного обеспечения. Софт, используемый для подобного технологического оборудования, должен быть многофункциональным и простым в использовании. Желательно приобретать лицензионные программные продукты. В этом случае программы для станков с ЧПУ не будут зависать, что позволит повысить эффективность производственных процессов.
Набор программного обеспечения для станков с ЧПУ
Выбор софта во многом зависит от типа оборудования и тех задач, которые пользователь намерен решить. Однако существуют универсальные программы, которые можно использовать практически для всех видов станков с ЧПУ. Наибольшее распространение получили следующие продукты:

1.
. Этот программный пакет был разработан для моделирования и проектирования изделий, изготавливаемых на станках. Он оснащен функцией автоматического генерирования моделей из плоских рисунков. Пакет программ ArtCAM содержит все необходимые инструменты для дизайна креативных изделий и создания сложных пространственных рельефов.
Стоит отметить, что данный софт позволяет использовать трехмерные шаблоны для создания проектов будущих изделий из простых элементов. Кроме того, программа позволяет пользователю вставлять один рельеф в другой, как в двухмерном рисунке.

2.
Универсальная программа управления LinuxCNC. Функциональным назначением этого софта является управление работой станка с ЧПУ, отладка программы обработки деталей и многое другое.
Подобный программный пакет можно использовать для обрабатывающих центров, фрезерных и токарных станков, а также машин для термической или лазерной резки.
Отличием этого продукта от других программных пакетов является то, что его разработчики частично совместили его с операционной системой. Благодаря этому программу LinuxCNC отличается расширенными функциональными возможностями. Скачать этот продукт можно совершенно бесплатно на сайте разработчика. Она доступна как в виде инсталяционного пакета, так и в виде LifeCD.
Пользовательский интерфейс этого программного обеспечения интуитивно понятный и доступный. Для бесперебойного функционирования софта на жестком диске компьютера должно быть не меньше 4 гигабайтов свободной памяти. Подробное описание программы LinuxCNC можно найти в свободном доступе в интернете.

3.
. У этого программного обеспечения огромная армия поклонников во всех странах мира. Софт используется для управления фрезерными, токарными, гравировальными и другими видами станков с ЧПУ. Этот пакет программ можно установить на любой компьютер с операционной системой Windows. Преимуществом использования данного софта является его доступная стоимость, регулярные обновления, а также наличие русифицированной версии, что облегчает использование продукта оператором, не владеющим английским языком.

4.
Mach4. Это новейшая разработка компании Artsoft. Mach4 считается преемницей популярной программы Mach3. Программа считается одной из самых быстрых. Ее принципиальное отличие от предыдущих версий заключается в наличии интерфейса, который взаимодействует с электроникой. Это новое программное обеспечение может работать с большими по объему файлами в любой операционной системе. Пользователю доступно руководство по использованию программы Mach4 на русском языке.

5.
MeshCAM. Это пакет для создания управляющих программ для станков с ЧПУ на основе трехмерных моделей и векторной графики. Примечательно, что пользователю необязательно обладать богатым опытом CNC-программирования, чтобы освоить этот софт. Достаточно обладать базовыми навыками работы на компьютере, а также точно задавать параметры, по которым будет производиться обработка изделий на станке.
MeshCAM идеально подходит для проектирования двухсторонней обработки любых трехмерных моделей. В этом режиме пользователь сможет быстро обрабатывать на станке объекты любой сложности.

6.
SimplyCam. Это компактная и многофункциональная система для создания, редактирования, сохранения чертежей в формате DXF. Это обеспечение генерирует управляющие программы и G-коды для станков с ЧПУ. Они создаются по растворным рисункам. Пользователь может создать изображение в одной из графических программ своего компьютера, а затем загрузить его в SimplyCam. Программа оптимизирует этот рисунок и переведет его в векторный чертеж. Пользователь также может использовать такую функцию, как ручная векторизация. В этом случае изображение обводится стандартными инструментами, которые используются в AutoCAD. SimplyCam создает траектории обработки изделий на станках с ЧПУ.

7.
CutViewer. Это программа имитирует обработку с удалением материала на двухосевых станках с ЧПУ. С ее помощью пользователь может получить визуализацию обрабатываемых заготовок и деталей. Использование этого софта позволяет повысить производительность технологического процесса, устранить имеющиеся ошибки в программировании, а также сократить временные затраты на проведение отладочных работ. Программа CutViewer совместима с широким спектром современного станочного оборудования. Ее действенные инструменты позволяют обнаружить серьезные ошибки в технологическом процессе и своевременно их устранить.

8.
CadStd. Это простая в использовании чертежная программа. Она используется для создания проектов, схем и графики любой сложности. С помощью расширенного набора инструментов этой программы пользователь может создать любые векторные чертежи, которые могут использоваться для проектирования фрезерной или плазменной обработки на станках с ЧПУ. Созданные DXF-файлы можно впоследствии загрузить в CAM-программы, чтобы генерировать правильные траектории обработки деталей.
Работа серьёзно облегчается, когда используются программы для плазмы ЧПУ, создание чертежей в этом случае проходит быстрее. Главное – правильно задать параметры и разбираться в том, как работает технология.
О специальных программах и работе с чертежами
Благодаря современным лазерным станкам, а так же программам для плазмы ЧПУ и созданию чертежей можно без проблем обрабатывать заготовки из любых материалов, обеспечивая высокую интенсивность процесса вместе с качеством. Но современные технологии отнюдь не способствовали тому, что человек полностью исключается из технологической цепочки.
Операторы освобождаются лишь от участия в самом процессе изготовления заготовок.
Чтобы получить требуемый результат для ЧПУ, требуется соблюдать главные условия, состоящие в должном уровне подготовки производства, разработке программ управления станками.
Суть любого обеспечения, используемого при управлении – создание набора кодов, которые проходят преобразование внутри микроконтроллера ЧПУ, а затем становятся импульсами при поступлении к механизмам исполнения. Функция последних передаётся шаговым электродвигателям, либо серводвигателям. Но последний вариант применяют лишь у некоторых моделей станков. Важно правильно выбрать и программу для создания чертежа.
Электродвигатели применяются по ходу преобразования импульсов, после чего последние становятся механическими движениями для инструментальной части. В этом же процессе участвуют несущий шпиндель с фрезой. Внутрь программы закладывается своеобразный маршрут, который в дальнейшем реализуется станком. От этого зависит то, как фреза двигается относительно будущей заготовки.
Благодаря современным технологиям становится просто обеспечить требуемую скорость, силу резки. Пламенная обработка так же облегчает процесс.
Внутри управляющей программы создают отдельный файл, который должен пройти обработку в дальнейшем. Что предполагает выбор современного ПО. Но надо создать предварительно эскиз будущего изделия, ведь маршрут не может появиться на пустом месте.
Программа обработки
Изделия создаются на основе эскизов, роль которых передается трехмерным моделям математического типа. Участие плазмореза организуется на более поздних стадиях. Такое название получила точная копия конструкции, которая воссоздается в виртуальном пространстве.
В каком-то смысле, трехмерные модели похожи на сборочные чертежи. Эти модели создаются с опорой на «плоские» двухмерные модели. Например, в качестве которых и выступают чертежи детали. Именно их построение становится главной функцией для специальных CAD-программ. Пакет функций AutoCad – типичный представитель подобных решений, предполагающий обработку при помощи плазменной резки.
Такие решения можно описать как системы автоматического проектирования. В промышленности и конструкторских бюро данный инструмент уже давно стал незаменимым помощником. Облегчается, упрощается весь цикл, составляющий процесс разработки документов для конструкторов благодаря пакетам подобных программных решений. Это касается и создания эскизов для деталей с помощью плазменной резки, технологии моделирования в трёхмерной плоскости, разработки деталей для сборки.
Так называемые САПР-пакеты – базис, по которому создают управляющие программы, отправляют результаты на сами станки, что позволяет приступить к производству. Далее при обработке принимает участие плазма.

Особенности работы с оборудованием
Можно следующим образом описать типичную стратегию, по которой применяются фрезерные ЧПУ станки, когда создаются изделия:
- Этап, посвященный созданию эскиза или чертежа.
- Предыдущая работа становится основой для разработки моделей в трёхмерном варианте.
- Задание маршрута при использовании программного обеспечения. Трехмерная модель теперь становится основой, по которой создается этот самый маршрут.
- Затем переходят к экспорту управляющей программы, с использованием специального формата. Главное, чтобы формат был понятен самой .
- Загрузка программы управления внутрь памяти устройства. После чего запускается программа обработки.

Первый этап
На первом этапе не обойтись без тщательного изучения документации конструкторского содержания. Предполагается применение чертежей по мелким компонентам и сборочным единицам, большого количества материалов при разработке подробных чертежей. На чертежах специалисты укажут виды, разрезы, сечения, проставят необходимые размеры. Использование плазменной резки упрощает получение требуемого результата.
Несколько лет назад производственные условия предполагали создание технологических карт для построения будущих изделий. Они предназначались для того, чтобы эффективно организовать работу специалистов с ручными фрезерными станками. Но, когда появилось автоматическое оборудование, создавать такие карты больше не нужно.
Подробные чертежи в большинстве случаев с самого начала поддерживают электронный формат, создаются с его активным применением. Двухмерные эскизы, помимо всего прочего, легко сделать, осуществив оцифровку бумажного чертежа. Созданная в программе, такая картинка ускорит процесс обработки.
Второй этап
Во время второго этапа создаются детали в трехмерной плоскости. Эта задача так же осуществляется с использованием CAD-среды. Благодаря чему можно доступна визуализация каркаса у деталей, узлов для сборки, целого изделия. Дополнительная возможность – проведение расчётов на основе жёсткости с прочностью.
Трехмерная модель, ставшая базисом – это математическая копия изделия, каким оно должно быть в готовом виде. Для воплощения проекта в жизни остается лишь выпустить деталь, обладающую требуемыми характеристиками. Использование плазменной резки позволяет быстрее добиваться результатов.

Третий этап
Именно для получения необходимого результата применяется третий этап. Он предполагает разработку маршрута для будущей обработки с применением плазменного оборудования. Такая работа относится к технологической части процесса. Она влияет на несколько параметров в итоге:
- Качество, с которым выпускаются изделия.
- Уровень себестоимости.
- Скорость обработки.
Если говорить о , на которых осуществляется резка, то в данном случае трехмерный эскиз преобразовывается. Значит, выполняются следующие действия:
- Область обработки ограничивается.
- Определение переходов, чистовых и черновых.
- Подбор фрезы с определёнными габаритами.
- Программирование режимов, в которых проводится резка.

Есть специальное программное обеспечение – посткомпрессоры. Они позволяют провести экспорт описанных выше данных в удобном формате, который без проблем принимается в контроллере для станка ЧПУ, представляющего ту или иную конкретную модель.
Четвертый этап
Четвёртый этап завершается оформлением рабочего файла управления, позволяющего создать требуемую деталь. После этого все делают сами плазморезы.
Пятый этап
Завершается работа на пятом этапе. Он предполагает, что файл программы загружается в память станка ЧПУ. Выполняется сама обработка. Первый образец выпущенной детали надо обязательно проверить. Если выявлены ошибки, то проводятся корректировки и в электронной документации.
Заключение. Некоторые особенности плазменной резки
Плазменная резка относится к одному из самых эффективных способов для обработки металла. Но такой мощностью сложно управлять, с этим справятся только мастера достаточно высокой квалификации. Только их можно допускать к управлению плазморезом.
На некоторых деталях могут появиться незначительные дефекты, в этом нет совершенно ничего страшного. Надо только учитывать особенность каждого из оснований, используемых в производстве. Минимальный размер отверстия при использовании данной технологии так же имеет свои особенности. Например, если диаметр металла – 20 миллиметров, то максимальная величина для самого отверстия – 15 миллиметров. Это надо учитывать, работая с программой для плазмы ЧПУ, создание чертежа только в этом случае будет точным.
В зависимости от толщины листа надо использовать ток с различными характеристиками. Например, листовой прокат на 40 миллиметров и больше разрезается силой тока 260 Ампер. Но 30 Ампер будет достаточно, если толщина всего 2 миллиметра. Сила тока влияет на то, какой получается толщина листа. Надо учитывать и то, какая форма у детали сохраняется на каждом участке. От этого результат тоже зависит.
Современное оборудование отличается высоким уровнем точности. Но небольшие отклонения вполне допустимы, если они не превышают существующих стандартов.
Программное обеспечение ArtSoft Mach3 предназначена для управления ЧПУ станком. Программа устанавливается на IBM совместимый персональный компьютер соединенный с блоком управления. Mach3 была разработана американскими программистами, как для профессионального так и для любительского использования, поэтому она является наиболее распространенным программным обеспечением для станков с ЧПУ в мире. С помощью Mach3 возможно управление следующими типами станков: токарными, фрезерными, маршрутизаторами, лазерными и плазменными плоттерами, гравировальными и зубонарезными. Для того, чтобы работать с программой Mach3, нужен персональный компьютер со следующими параметрами:
операционная система Windows 2000/XP/Vista/Seven;
оперативная память ОЗУ 512Мб;
видеокарта с памятью 64Мб;
свободное место на жестком диске 1Гб;
один параллельный LPT-порт;
минимум два последовательных интерфейса USB.
Характеристика программного обеспечения ArtSoft Mach3»
Это программное обеспечение имеет следующие возможности:
возможность управления до шести координат;
прямое импортирование файлов DXF, BMP, JPG и HPGL с помощью встроенного программного обеспечения LazyCam;
трехмерная графическая визуализация управляющей программы G-кодов;
создание управляющей программы G-кодов в программном обеспечении LazyCam или в Wizard («Мастера»);
возможность полностью перенастроить интерфейс;
создание пользовательских M-кодов и макросов на основе VB-скриптов;
управление частотой вращения шпинделя;
многоуровневое релейное управление;
применение ручных генераторов импульсов (MPG);
окно видеонаблюдения за процессом работы;
совместимость с сенсорными экранами (Touch screen);
полноэкранный интерфейс.
Описание интерфейса программы Mach3
Окно запуск программы (PROGRAM RUN)
Главное окно работы с программой в режиме Запуск программы (PROGRAM RUN).
Кнопки выбора режима работы
С помощью данных кнопок переключаются окна режимов работы: PROGRAM RUN (Запуск программы), MDI (Ручной ввод данных), TOOLPATH (Перемещение инструмента), OFFSETS (Привязка инструмента), SETTINGS (Настройки), DIAGNOSTICS (Диагностика).
Кнопки управления программой

CYCLE START (Начало цикла)
При нажатии кнопки CYCLE START начинается выполнение программы. Внимание: Обратите внимание, что кнопка CYCLE START в общем случае запускает движение шпинделя и осей. Она всегда должна быть настроена на оперирование «двумя клавишами», и если вы настраиваете свои собственные горячие клавиши, она не должна срабатывать при нажатии одной клавиши.
Выполнение программы можно приостановить, нажав кнопку FEED HOLD. Кнопка FEED HOLD остановит выполнение управляющей программы, как можно скорее но управляемым способом, так чтобы можно было запустить кнопкой CYCLE START. Шпиндель и охлаждение останутся включенными, но при необходимости их можно остановить вручную. Когда активна FEED HOLD вы не можете перегнать оси, изменить сломанный инструмент и т.д. Если вы остановили шпиндель или охлаждения, то перед продолжением вы возможно захотите снова ее включить перед тем как продолжить работу. Mach3 запомнит позиции осей при активации FEED HOLD и вернется к ним перед продолжением выполнения программы.
STOP быстрее останавливает движение осей. Это может привести к потере шагов (особенно на осях с шаговыми двигателями) и перезапуск может быть некорректным.
EDIT G-CODE (Редактирование управляющей программы G-CODE)
При загруженной управляющей программе нажимаете кнопку EDIT G-CODE для того, чтобы изменить управляющую программу, загрузится программа Notepad (редактируя программу можно изменить в настройках).
При нажатии кнопки RECENT FILE открывается окно, в котором отражается последние загруженные файлы.
CLOCE G-CODE (З акрыть управляющую программу)
Для того, чтобы закрыть управляющую программу нажимаем кнопку CLOCE G-CODE.
LOAD G-CODE ( З агрузить управляющую программу )
Чтобы загрузить управляющую программу нажимаем кнопку LOAD G-CODE.
SET NEXT LINE (Установить следующий кадр)
То же что и RUN FROM HERE но без предварительного задания режима или движения.
RUN FROM HERE (Запустить с этого места)
REWIND (Перемотка)
Перемотка загруженную в данный момент управляющую программу.
SINGLE BLOCK (Отдельный кадр)
SINGLE BLOCK фиксирующая кнопка с светодиодным индикатором. В режиме SINGLE BLOCK, при нажатии кнопки CYCLE START выполняет один следующий кадр управляющей программы, затем переходит в FEED HOLD.
REVERSE RUN фиксирующая кнопка с светодиодным индикатором. Ее следует использовать после FEED HOLD или SINGLE BLOCK, при нажатии CYCLE START заставит программу запуститься в обратном порядке. Это иногда полезно для выхода из состояния потерянности дуги при плазменной резке или сломанном инструменте.
BLOCK DELETE фиксирующая кнопка с светодиодным индикатором. Если BLOCK DELETE включено, то кадр G-кода, которые начинаются со слэша (/) - не будут выполняться.
M1 OPTIONAL STOP фиксирующая кнопка с светодиодным индикатором. Если включено M1 OPTIONAL STOP, при поступлении команды М01 или М00 работа будет остановлена. Для продолжения нажимаем CYCLE START.
FLOOD (Охлаждение)
Экран отображения управляющей программы

На экране отображается загруженная управляющая программа.
Элементы управления осями

Эти элементы управляют текущим положением инструмента, отвечает за его позиционирование и предоставляет информацию о его расположении в выбранной системе координат.
Цифровая индикация координат (ЦИ)
Значение окнах ЦИ отображаются в текущих единицах (G20/G21), если опция ввода единиц в ЦИ заблокирована в диалоге «Меню», «Конфигурации Логические» (Config Logic). Здесь отображаются координаты контрольной точки в выбранной системе координат. Обычно это координатная система текущих рабочих коррекций (начальная 1 - по G54) плюс все смещения по коду G92. Но можно переключиться и на отражение абсолютных координат - координат станка. Можно вводить новые значения непосредственно в окна ЭТИ осей. Это изменит текущие рабочие коррекции, предоставив контрольной точке введенные Вами значения координат в текущей системе координат.
Светодиоды горят зеленым светом, когда положение по осям принято по базе. Принятие за базу по каждой оси выполняется кнопками принять (REFERENCED).
MACHINE COORDINATES (Координаты станка)
Кнопка MACHINE COORDINATES вызывает в ЦИ координаты станка. горящий светодиод предупреждает, отображаемых абсолютные координаты.
SCALE (Масштаб)
Коэффициенты масштабирования для всех осей могут задаваться командой G51 и отменяться командой G50. Если введен коэффициент масштабирования (отличный от 1.0), то он всегда рядом с каким-либо G-кодом (например, с X, Y и т.д.). Светодиод масштаба мигает, напоминая, что введенный масштаб для какой-то оси. Величина коэффициента по G51 высвечивается в ЦИ масштаба и может быть также введена в окошко ЦИ. Отрицательное значение коэффициента масштабирования приводит к инверсии соответствующей оси (т.е. так можно задавать зеркальную отделку по этой оси). Отмена масштаба выполняет команда G50, снимая масштабы на 1,0 по всем осям.
Кнопка SOFT LIMITS приводит в действие значения программных ограничений, указанных в меню Config> Homing / Limits.
RADIUS CORRECTION (Коррекция радиуса)
Ротационные оси могут иметь размер заготовки определен при использовании группы органов управления диаметра вращения. Этот размер используется, когда осуществляется вычисление смешанной скорости подачи по всем осям, включая ротационные. Светодиод сообщает, что введено значение отличное от нуля.
Позволяет автономно работать с программой без связи со станком.
GOTO Z (Переместиться в нулевую точку)
Нажмите эту кнопку GOTO Z для перемещения инструмента в нуле по всем осям.
Кнопки Wizard («Мастера»)
LOAD WIZARD (Скачать «Мастера»)
При нажатии кнопки LOAD WIZARD открывается окно в котором выбирается тип «Мастера» для создания управляющей программы.
LAST WIZARD (Последний «Мастер»)
При нажатии кнопки LAST WIZARD открывается последний ранее использован тип «Мастера».
CONVERSATIONAL (Интерактивный)
При нажатии кнопки CONVERSATIONAL открывается окно диалогового режима работы с «Мастером» для создания управляющей программы.

Мастера - это встроенные минипрограммы, которые
расширяют возможности Mach3 и позволяют быстро выполнять типовые
рутинные операции проектирования обработки без использования
специализированных CAD/CAM приложений. Мастера могут быть созданы
пользователями самостоятельно. В дистрибутив Mach3 включены бесплатные
Мастера, программирующие следующие операции:
Зубонарезание
Отцифровка
Сверление отверстий
Выборка пазов и шлицев
Гравировка текста
Обработка стандартных контуров
Поверхностная обработка (выравнивание, плоское понижение)
И многое-многое другое.
Кнопки управления экраном

Чтобы перезагрузить циклы управляющей программы нажмите REGEN PATH.
DISPLAY MODE (Режимы отображения)
Переключение режимов отображения на трехмерном экране.
JOG FOLLOW (Слежение за перемещением)
JOG FOLLOW фиксирующая кнопка с светодиодным индикатором. Для того, чтобы следить за перемещением инструмента на трехмерном экране, нажмите кнопку JOG FOLLOW.
Трехмерный экран

На экране отображается траектории перемещения инструмента в трехмерном пространстве.
Экран отображения информации и управления инструментом

На экране отображается информация номера, диаметра, длины инструмента и кнопки управления ими. На экране расположена фиксирующая кнопка JOG ON/OFF с светодиодным индикатором, она предназначена для включения и выключения ручного перемещения координат.
Экран отображения информации и управления подачей

На экране отображается информация о состоянии подачи и управления FEED RATE OVERRIDE, с помощью кнопок плюс (+) и минус (-).
Экран отображения информации и управление шпинделем

На экране отображается информация о состоянии шпинделя и управления скоростью вращения с помощью кнопок плюс (+) и минус (-). Кнопка SPINDLE CW (Включение шпинделя по час. стрелке), с помощью этой кнопки можно вручную включать и выключать шпиндель или с помощью М-кода М03.
Панель отображения информации и информационные кнопки
HISTORY (История)
При нажатии кнопки HISTORY открывается история выполненных действий в окне Notepad.
CLEAR (Очистка)
Для очистки статуса нажмите CLEAR.
G-CODE (G-коды)
При нажатии кнопки G-CODE открывается окно, в котором находится таблица G-кодов.
M-CODE (М-коды)
При нажатии кнопки М-CODE открывается окно, в котором находится таблица М-кодов.
STATUS (Статус)
STATUS - строчное окно в котором отображается исполнительные действия программы Mach3 и отображает программные ошибки.
Отображает тип согласно типу станка.
Ручной ввод данных (MDI)
Режим MDI (Manual Data Input) предназначен для ручного ввода данных. В данном окне расположены ограни управления осями и цифровая индикация координат, экран на котором отображается траектории перемещения инструмента в трехмерном пространстве, экраны отображения информации и управления инструментом, подачей, шпинделем, экран ручного ввода данных.
Режим OFFSETS предназначен для привязки инструмента.

При нажатии на клавиатуре ПК кнопки Tab, откроется пульт управления с помощью которого возможно управление координатами станка, кнопками JOG соответствующих координат или по MPG (Ручной генератор импульсов).
Ниже вы можете скачать с сервера документацию (Manuals) для
Mach3 и скачать торрент самой программы.
Различные оболочки (Screensets) для Mach3 вы можете
Различные плагины для Mach3
вы можете
Детали, обрабатываемые на станке с ЧПУ, можно рассматривать как геометрические объекты. Во время обработки вращающийся инструмент и заготовка перемещаются относительно друг друга по некоторой траектории. УП описывает движение определенной точки инструмента – его центра. Траекторию инструмента представляют состоящей из отдельных, переходящих друг в друга участков. Этими участками могут быть прямые линии, дуги окружностей, кривые второго или высших порядков. Точки пересечения этих участков называются опорными, или узловыми, точками. Как правило, в УП содержатся координаты именно опорных точек.
Попробуем написать небольшую программу для обработки паза, представленного на рис. 3.4. Зная координаты опорных точек, сделать это несложно. Мы не будем подробно рассматривать код всей УП, а обратим особое внимание на написание строк (кадров УП), непосредственно отвечающих за перемещение через опорные точки паза. Для обработки паза сначала нужно переместить фрезу в точку Т1 и опустить ее на соответствующую глубину. Далее необходимо переместить фрезу последовательно через все опорные точки и вывести инструмент вверх из материала заготовки. Найдем координаты всех опорных точек паза и для удобства поместим их в табл. 3.1.
Таблица 3.1. Координаты опорных точек паза
| Точка | Координата по оси X | Координата по оси Y |
|---|---|---|
| Tl | 3 | 8 |
| Т2 | 3 | 3 |
| ТЗ | 7 | 3 |
| Т4 | 7 | 8 |
Подведем режущий инструмент к первой опорной точке:
Следующие два кадра заставляют инструмент опуститься на требуемую глубину в материал заготовки.
N60 G00 Z0.5
N70 G01 Z-l F25
Как только инструмент окажется на нужной глубине (1 мм), можно перемещать его через все опорные точки для обработки паза:
N80 G01 Х3 Y3
N90 G01 Х7 Y3
N100 G01 Х7 Y8
Теперь следует вывести инструмент из материала заготовки – поднять на небольшую высоту:
Соберем все кадры вместе, добавим несколько вспомогательных команд и получим окончательный вариант программы:
| Кадры УП | Описание кадра |
|---|---|
| % | Символ начала программы |
| О0001 (PAZ) | Номер программы (0001) и ее название (PAZ) |
| N10 G21 G40 G49 G54 G80 G90 | Строка безопасности |
| N20 М06 Т01 (FREZA D1) | Вызов инструмента № 1 |
| N30 G43 Н01 | Компенсация длины инструмента № 1 |
| N40 M03 S1000 | Включение оборотов шпинделя (1000 об/мин) |
| N50 G00 X3 Y8 | Ускоренное перемещение в опорную точку Т1 |
| N60 G00 Z0.5 | Ускоренное перемещение инструмента B Z0.5 |
| N70 G01 Z-l F25 | Перемещение на глубину 1 мм на подаче 25 мм/мин |
| N80 G01 ХЗ Y3 | Перемещение инструмента в точку Т2 (25 мм/мин) |
| N90 G01 Х7 Y3 | Перемещение инструмента в точку Т3 (25 мм/мин) |
| N100 G01 Х7 Y8 | Перемещение инструмента в точку Т4 (25 мм/мин) |
| N110 G01 Z5 | Подъем инструмента вверх в Z5 (25 мм/мин) |
| N120 М05 | Выключение оборотов шпинделя |
| N130 МЗ0 | Завершение программы |
| % | Символ конца программы |