Mach3 est une machine de gestion CNC, qui vous permet d'automatiser les processus de traitement des blancs. L'utilisation de machines CNC est pertinente pour les grandes entreprises et les petits ateliers. La différence n'est que dans les caractéristiques et la taille des machines utilisées dans certaines situations. Considérez l'application de Mach3 aux premières étapes de son développement.

- La fraiseuse moderne, équipée du module CNC, lui permet d'interagir avec l'ordinateur personnel ou l'ordinateur portable habituel;
- Après avoir installé sur votre pilote PC Mach3, vous pouvez développer des programmes de contrôle;
- Après avoir développé, le programme est chargé dans la mémoire du module avec le contrôle logiciel numérique;
- Tâche informatique - Configurez tous les paramètres nécessaires pour le fonctionnement CNC;
- En plus de l'automatisation des processus, via PC peut être contrôlé manuellement par les mouvements des outils de coupe de la machine, contrôler leur mouvement par rapport à la pièce ou au bureau;
- Mach3 est basé sur le schéma suivant: Computer - Master - Mastering Equipment. Pour exercer un tel contrôle, vous aurez besoin d'un programme pertinent.
- Mach3 est un excellent exemple de logiciel moderne, aux dépens des commandes, de la mise en place des machines;
- Mach3 est conçu pour fonctionner avec tous les systèmes d'exploitation Microsoft;
- Le programme fonctionne comme type de fenêtre habituel "fenêtre";
- MC3 se distingue par une grande fonctionnalité, une interface intuitive;
- Dans le même temps, les nouveaux arrivants pour lesquels le paramètre CNC est quelque chose de complètement nouveau, devrait examiner soigneusement le manuel d'instructions. Sur l'adaptation à travailler avec la CNC par le biais d'un programme spécial laisse au minimum le temps. Cela est dû à une interface développée compétente et à un principe de gestion compréhensible.
Préparation au travail avec Mach3

Photo Mach3 - Programmes de contrôle CNC Machine
La gestion du logiciel numérique, c'est-à-dire CNC, est un développement avancé dans la construction de machines-outils. Le programme simplifie la gestion, automatise tous les processus. La configuration CNC compétente à l'aide d'un programme via un PC vous permet de minimiser le facteur humain, réduisez la probabilité d'erreurs.
Il est important de comprendre que si la configuration est incorrecte, vous pouvez casser les couteaux, traiter de manière incorrecte la pièce à usiner, émettre le module CNC et les composants restants de l'équipement.
Pour éviter des erreurs similaires et des incidents désagréables, vous devez commencer par une préparation compétente pour le fonctionnement des machines CNC.
- Effectuer une connexion complète de machines. Vous devez vous assurer que la machine est préparée au travail, elle reçoit une puissance de haute qualité à partir de l'alimentation électrique. Des programmes spéciaux sont disponibles pour plusieurs machines qui permettent via PC de vérifier l'état de l'équipement, la facilité d'entretien de ses nœuds individuels.
- Installez Mach3 sur votre ordinateur personnel ou votre ordinateur portable. Dans le même temps, assurez-vous que votre PC remplit les exigences minimales pour les caractéristiques du système. Mach3 n'est pas un programme «lourd», car presque tout ordinateur sera facilement «tirer».
- Le programme peut nécessiter une russification dans certains cas. La version sous licence est faite en anglais, mais des russificateurs spéciaux sont largement disponibles sur le réseau. Les programmes de pirate de type Mach3 ne sont pas recommandés, car dans un tel logiciel, il peut y avoir de graves erreurs capables de traiter votre machine, même si le réglage a été effectué correctement. La licence coûte environ 12 000 roubles.
- Essayez d'optimiser le fonctionnement du système d'exploitation en épartant toutes sortes de pop-ups, programmes inutilisés. Vous ne devez pas interférer avec la machine pour travailler avec la machine.
- Ne courez pas en parallèle avec le travail des programmes tiers Mach3. Cela est particulièrement vrai des jeux informatiques, de regarder des films et d'autres contenus, ce qui nécessite des ressources impressionnantes de PC. Sinon, le paramètre peut être incorrect, à partir duquel la qualité du traitement et la machine elle-même souffriront.
- Si vous souhaitez compiler des programmes de contrôle pour la machine CNC ou utiliser l'ordinateur non seulement à fonctionner avec MC3, puis divisez le disque dur vers les sous-sections. Pour sous la machine CNC, installez un système d'exploitation distinct. La sous-section logique du disque dur doit être entièrement allouée pour contrôler la machine. Cela ne permettra pas à l'ensemble du PC aux problèmes de gestion de la CNC. Utilisez ce système d'exploitation spécifiquement pour configurer l'équipement, ne téléchargeez pas le logiciel étranger, minimisez le jeu de programmes.
Travailler avec le programme
Lorsque les étapes de préparation sont en retard, vous devrez commencer directement à configurer le programme MC3.
- Examinez soigneusement tous les boutons disponibles dans le menu MACK3. Beaucoup sont effrayés par leur énorme quantité. Mais la présence d'une version russifiée comprendra rapidement tout.
- Selon le type de machine, vous devez ouvrir les onglets appropriés. Pour les équipements de fraisage, les détails des paramètres des moteurs électriques, la vitesse, les paramètres des ports, la broche, etc. seront nécessaires.
- En achetant une version logicielle sous licence, vous trouverez toutes les descriptions des paramètres du manuel des utilisateurs. Soit il se trouve sur le Web sans retenue dans le monde.
- Si vous avez fonctionnellement effectué les réglages pour le fonctionnement de la machine via le programme MC3, avec des commandes fournies à partir du clavier, les électromoteurs de l'équipement commenceront à tourner, bougent. Il est important que le portail se déplace sans saccades, soigneusement et librement. Cela suggère que le réglage est effectué correctement.
- Effectuer une course. Dite appelé Mouvement manuel d'outils d'outils. Le bouton correspondant pour la course est dans le programme MAC3.
- La course est déterminée par l'icône correspondante qui vous permet d'activer et de désactiver ce mode d'essai.
- Faites attention à la balle de jogging. Avec une course, il devrait être mis en surbrillance. Il sert à contrôler les machines-outils avec la souris. Plus le curseur est proche de Joga avec des clics, plus la vitesse de rotation des moteurs électriques sera élevée. En plus de la souris, vous pouvez appliquer des clés sur le clavier pour activer l'outil.
- La gestion des mouvements d'outils est pas à pas et continue. En cas de continu, l'outil machine se déplace de manière continue jusqu'à ce que vous perchiez le bouton approprié ou de la souris. Le mode étape par étape suppose qu'après avoir appuyé sur le bouton, le portail se déplace sur une distance strictement spécifiée. Vous pouvez définir l'étape de l'étape vous-même.
Mach3 est proposé aux acheteurs avec manuel d'instructions détaillées. S'appuyant sur le guide officiel, vous pouvez adapter le programme pour une ou plusieurs machines. Agissez strictement en fonction des instructions d'usine. Seulement, ils permettent d'effectuer l'installation compétente des paramètres de l'équipement avec CNC. Si le paramètre est le bon, le programme de gestion compilé automatisera la machine, l'adaptera à l'exécution de certaines opérations avec des pièces.
Avant tout propriétaire de la CNC, la machine CNC vient choisir un logiciel. Les logiciels utilisés pour un équipement technologique similaire doivent être multifonctionnels et faciles à utiliser. Il est conseillé d'acquérir des produits logiciels sous licence. Dans ce cas, les programmes pour les machines CNC ne dépendront pas, ce qui augmentera l'efficacité des processus de production.
Logiciel pour machines CNC
La sélection de logiciels dépend en grande partie du type d'équipement et des tâches que l'utilisateur entend résoudre. Cependant, il existe des programmes universels pouvant être utilisés pour presque tous les types de machines CNC. Les produits suivants ont reçu la plus grande distribution:

1.
. Ce logiciel a été conçu pour simuler et concevoir des produits fabriqués sur des machines. Il est équipé d'une fonction de génération automatique de modèles à partir de dessins plats. Le logiciel ArtCAM contient tous les outils nécessaires aux produits créatifs et créant des reliefs spatiaux complexes.
Il convient de noter que ce logiciel vous permet d'utiliser des modèles tridimensionnels pour créer des projets de produits futurs à partir d'éléments simples. De plus, le programme permet à l'utilisateur d'insérer un soulagement dans un autre, comme dans une figure bidimensionnelle.

2.
Programme de gestion universel Linuxcnc. Le but fonctionnel de ce logiciel est de gérer les travaux de la machine CNC, de déboguer le traitement des détails et bien plus encore.
Un tel logiciel peut être utilisé pour le traitement des centres de traitement, de la fraisage et de la transformation des machines, ainsi que des machines pour la découpe thermique ou au laser.
La distinction de ce produit d'autres packages logiciels est que ses développeurs y combinaient partiellement avec le système d'exploitation. Grâce à cela, le programme Linuxcnc est une fonctionnalité étendue. Téléchargez ce produit peut être gratuit sur le site Web du développeur. Il est disponible à la fois sous la forme d'un package d'installation et sous la forme de LifCD.
L'interface utilisateur de ce logiciel est intuitive et abordable. Pour le fonctionnement ininterrompu du logiciel sur le disque dur de l'ordinateur doit être d'au moins 4 gigaoctets de mémoire libre. Une description détaillée du programme Linuxcnc peut être trouvée librement disponible sur Internet.

3.
. Ce logiciel a une immense armée de fans dans tous les pays du monde. Le logiciel est utilisé pour contrôler le fraisage, le tournage, la gravure et d'autres types de machines CNC. Ce logiciel peut être installé sur n'importe quel ordinateur avec le système d'exploitation Windows. L'avantage de l'utilisation de ce logiciel est son coût disponible, des mises à jour régulières, ainsi que la présence d'une version russifiée, ce qui facilite l'utilisation du produit par un opérateur qui ne parle pas anglais.

4.
Mach4. C'est le dernier développement d'Artsoft. Mach4 est considéré comme le successeur du programme populaire Mach3. Le programme est considéré comme l'un des plus rapides. Sa différence fondamentale des versions précédentes est la présence d'une interaction qui interagit avec l'électronique. Ce nouveau logiciel peut fonctionner avec de grands fichiers dans tout système d'exploitation. L'utilisateur est disponible sur l'utilisation du programme Mach4 en russe.

5.
Meshcam. Il s'agit d'un package de création de programmes de contrôle pour les machines CNC à partir de modèles tridimensionnels et de graphiques vectoriels. Il est à noter que l'utilisateur n'ait pas nécessairement une riche expérience de la programmation CNC pour maîtriser ce logiciel. Il suffit d'avoir des compétences de base sur un ordinateur, ainsi que de définir avec précision les paramètres pour lesquels le traitement du produit sur la machine sera traité.
Meshcam est idéal pour la conception d'un traitement bilatéral de tous les modèles tridimensionnels. Dans ce mode, l'utilisateur gérera rapidement les objets de toute complexité de la machine.

6.
Simplycam. Il s'agit d'un système compact et multifonctionnel pour la création, l'édition et la sauvegarde de dessins au format DXF. Cette disposition génère des programmes de contrôle et des codes G pour les machines CNC. Ils sont créés pour les dessins de mortier. L'utilisateur peut créer une image dans l'un des programmes graphiques de son ordinateur, puis la télécharger sur SimpleCam. Le programme optimise ce dessin et le traduit dans le dessin vectoriel. L'utilisateur peut également utiliser une telle fonction comme vectorisation manuelle. Dans ce cas, l'image sera brûlée avec des outils standard utilisés dans AutoCAD. SimplyCam crée des trajectoires de traitement de produit sur des machines CNC.

7.
Cutviewer. Ce programme imite le traitement avec l'élimination du matériau sur des machines à deux axes avec CNC. Avec son aide, l'utilisateur peut obtenir une visualisation de billettes et de détails traitées. L'utilisation de ce logiciel vous permet d'améliorer les performances du processus technologique, d'éliminer les erreurs existantes dans la programmation et de réduire les coûts de temps des travaux de débogage. Le programme CutViewer est compatible avec une large gamme d'équipements de machines modernes. Ses outils efficaces vous permettent de détecter des erreurs sérieuses dans le processus technologique et de les éliminer dans les meilleurs délais.

8.
CADSTD. Ceci est un programme de dessin simple. Il est utilisé pour créer des projets, des systèmes et des graphiques de toute complexité. En utilisant l'ensemble avancé d'outils de ce programme, l'utilisateur peut créer des dessins vectoriels pouvant être utilisés pour concevoir un fraisage ou un traitement de plasma sur des machines CNC. Les fichiers DXF créés peuvent être ensuite téléchargés sur le programme CAM pour générer les chemins de traitement correcte des chemins.
Les travaux sont sérieusement facilités lorsque des programmes de CNC plasma sont utilisés, la création de dessins dans cette affaire passe plus vite. L'essentiel est de définir correctement les paramètres et de comprendre comment fonctionne la technologie.
Sur les programmes spéciaux et travailler avec des dessins
Grâce à des machines laser modernes, ainsi que des programmes de plasma CNC et de la création de dessins, vous pouvez facilement traiter les pièces à partir de n'importe quel matériau, offrant une intensité de process élevée ainsi que la qualité. Mais les technologies modernes n'ont pas contribué au fait qu'une personne est complètement exclue de la chaîne technologique.
Les opérateurs ne sont exemptés que de la participation au processus de fabrication d'blancs.
Pour obtenir le résultat requis pour la CNC, vous devez vous conformer aux principales conditions consistant au niveau approprié de la préparation de la production, en développant des programmes de gestion de la machine.
L'essence de toute disposition utilisée dans le contrôle est la création d'un ensemble de codes transformé à l'intérieur du microcontrôleur CNC, puis devenez des impulsions lors de la mise en place de mécanismes. La fonction de ce dernier est transmise par des moteurs électriques à pas à pas ou des servomoteurs. Mais la dernière option s'applique uniquement dans certains modèles de machines. Il est important de choisir le droit et le programme de créer un dessin.
Les moteurs électriques sont utilisés le long de la transformation des impulsions, après quoi ces derniers deviennent des mouvements mécaniques pour l'outil. Dans le même processus, la broche porteuse avec un cutter est impliquée. À l'intérieur du programme, une sorte de route est posée, qui est encore mise en œuvre par une machine. Cela dépend de la façon dont la coupe se déplace par rapport à la future pièce.
Grâce aux technologies modernes, il est facile de garantir la vitesse requise, la force de coupe. Le traitement de la flamme facilite également le processus.
Dans le programme de contrôle, un fichier séparé est créé, qui doit être traité à l'avenir. Qu'est-ce qui implique le choix du logiciel moderne. Mais vous devez créer une pré-esquisse du futur produit, car la route ne peut pas apparaître sur un endroit vide.
Programme de traitement
Les produits sont créés sur la base des croquis, dont le rôle est transmis par des modèles tridimensionnels de type mathématique. La participation de la plasmorèse est organisée à des stades ultérieurs. Ce nom a reçu une copie précise de la conception reconstruite dans l'espace virtuel.
Dans un sens, les modèles tridimensionnels sont similaires aux dessins d'assemblage. Ces modèles sont créés avec un support pour les modèles bidimensionnels "plats". Par exemple, dans lequel les dessins des détails sont effectués. C'est leur construction qui devient la fonction principale des programmes spéciaux de CAO. Le package AutoCAD Feature est un représentant typique de ces solutions, impliquant un traitement avec une coupe à plasma.
De telles solutions peuvent être décrites comme des systèmes de conception automatique. Dans les bureaux de l'industrie et des design, cet outil a longtemps été un assistant indispensable. Il est plus facile, tout le cycle est simplifié, ce qui constitue le processus de développement de documents pour les concepteurs en raison de packages de telles solutions logicielles. Cela s'applique également à la création de croquis pour les pièces avec une coupe à plasma, la technologie de modélisation dans un plan tridimensionnel, le développement de pièces pour l'assemblage.
Les paquets dites CAO constituent la base pour laquelle la gestion des programmes crée les résultats sur les machines-outils eux-mêmes, ce qui permet de procéder à la production. Ensuite, lors du traitement, le plasma participe.

Caractéristiques de travail avec équipement
Vous pouvez comme suit décrire une stratégie typique sur laquelle les machines CNC de fraisage sont utilisées lorsque des produits sont créés:
- Étape dédiée à la création d'une esquisse ou d'un dessin.
- Les travaux précédents deviennent la base du développement de modèles dans la version tridimensionnelle.
- Réglage de l'itinéraire lors de l'utilisation de logiciels. Le modèle en trois dimensions devient désormais la base pour laquelle cette itinéraire est créée.
- Ensuite, passez à l'exportation du programme de contrôle à l'aide d'un format spécial. L'essentiel est que le format est compris par le plus.
- Chargement du programme de contrôle à l'intérieur de la mémoire du périphérique. Après cela, le programme de traitement est lancé.

Première étape
À la première étape, ce n'est pas sans étude minutieuse de la conception de contenu de conception. Il est supposé utiliser des dessins sur de petites composantes et unités d'assemblage, un grand nombre de matériaux dans le développement de dessins détaillés. Dans les dessins, des experts indiqueront des vues, des coupures, des sections, sont faciles à tailles. L'utilisation de la coupe au plasma simplifie l'obtention du résultat requis.
Il y a quelques années, les conditions de production ont supposé la création de cartes technologiques pour créer des produits futurs. Ils étaient destinés à organiser efficacement des spécialistes avec des fraiseuses manuelles. Mais lorsque l'équipement automatique est apparu, vous n'avez plus besoin de créer de telles cartes.
Des dessins détaillés dans la plupart des cas du tout début au format électronique, sont créés avec sa demande active. Les croquis bidimensionnels, entre autres choses, sont faciles à faire, ayant dessiné une numérisation d'un dessin en papier. Créé dans le programme, une telle image accélérera le processus de traitement.
Seconde phase
Pendant la deuxième étape, les pièces sont créées dans le plan tridimensionnel. Cette tâche est également effectuée à l'aide de l'environnement de la CAO. Grâce à laquelle la visualisation du cadre est disponible sur les pièces, les nœuds de l'assemblage, un produit entier. Opportunité supplémentaire - effectuer les calculs basés sur la rigidité avec durabilité.
Le modèle en trois dimensions, qui est devenu une base est une copie mathématique du produit, comment elle devrait être sous la forme finale. Pour mettre en œuvre le projet dans la vie, il reste seulement de libérer l'élément avec les caractéristiques requises. L'utilisation de la coupe à plasma vous permet d'obtenir rapidement des résultats.

Troisième étape
C'est pour obtenir le résultat souhaité que la troisième étape est appliquée. Cela implique le développement d'un itinéraire pour un traitement futur à l'aide d'équipements plasmatiques. Ce travail fait référence à la partie technologique du processus. Il affecte plusieurs paramètres à la fin:
- La qualité avec laquelle les produits sont produits.
- Niveau de coût.
- Vitesse de traitement.
Si nous parlons, sur quelle coupe est effectuée, alors dans ce cas, la croquis tridimensionnelle est convertie. Ainsi, les actions suivantes sont effectuées:
- La zone de traitement est limitée.
- Détermination des transitions, propre et rugueuse.
- Sélection de couteaux avec des dimensions définies.
- Des modes de programmation dans lesquels la coupe est effectuée.

Il existe des logiciels spéciaux - PostCompresseurs. Ils vous permettent d'exporter les données décrites ci-dessus dans un format pratique accepté sans problèmes dans le contrôleur de la machine CNC, qui représente un ou un autre modèle spécifique.
Quatrième étape
La quatrième étape est complétée avec la conception du fichier de contrôle de fonctionnement, ce qui vous permet de créer le détail souhaité. Après cela, tout le monde fait eux-mêmes les plasmores.
Cinquième étape
Le travail est terminé à la cinquième étape. Il suppose que le fichier de programme est chargé dans la mémoire de la machine CNC. Le traitement lui-même est effectué. Le premier échantillon de la partie relâchée doit être vérifié. Si des erreurs sont détectées, des ajustements sont effectués dans la documentation électronique.
Conclusion. Certaines caractéristiques de la coupe à plasma
La découpe de plasma fait référence à l'une des méthodes les plus efficaces pour le traitement des métaux. Mais un tel pouvoir est difficile à gérer, seuls les maîtres clarifieront suffisamment de hautes qualifications. Seuls ils peuvent être autorisés à contrôler les plasmores.
Dans certains détails, des défauts mineurs peuvent apparaître, il n'y a absolument rien de terrible. Il est seulement nécessaire de prendre en compte la particularité de chacun des motifs utilisés dans la production. La taille minimale de l'ouverture lors de l'utilisation de cette technologie a également ses propres caractéristiques. Par exemple, si le diamètre métallique est de 20 millimètres, la valeur maximale du trou lui-même est de 15 millimètres. Cela doit être pris en compte en travaillant avec le programme de plasma CNC, la création de dessin uniquement dans ce cas sera exacte.
En fonction de l'épaisseur de la feuille, il est nécessaire d'utiliser un courant avec des caractéristiques différentes. Par exemple, une feuille de roulement pendant 40 millimètres et est plus coupée par la résistance actuelle de 260 ampères. Mais 30 ampères suffiront si l'épaisseur n'est que de 2 millimètres. La force du courant affecte ce que l'épaisseur de la feuille est obtenue. Il doit être pris en compte et quelle forme de la pièce est enregistrée sur chaque site. Le résultat dépend aussi de cela.
L'équipement moderne est caractérisé par un niveau de précision élevé. Mais de petites écarts sont tout à fait acceptables s'ils ne dépassent pas les normes existantes.
Le logiciel Artsoft Mach3 est conçu pour contrôler la machine CNC. Le programme est installé sur un ordinateur personnel compatible IBM connecté à l'unité de contrôle. Mach3 a été développé par des programmeurs américains, à la fois pour une utilisation professionnelle et amateur. C'est donc le logiciel le plus courant pour les machines CNC au monde. Avec l'aide de Mach3, il est possible de contrôler les types de machines suivants: tournage, fraisage, routeurs, laser et plasma, gravure et sévère. Afin de travailler avec le programme Mach3, vous avez besoin d'un ordinateur personnel avec les paramètres suivants:
Windows 2000 / XP / Vista / sept système d'exploitation;
RAM RAM 512MB;
Carte vidéo avec mémoire 64 Mo;
espace libre sur le disque dur 1 Go;
Un port LPT parallèle;
Minimum deux interface USB série.
Caractéristiques du logiciel Artsoft Mach3 "
Ce logiciel dispose des fonctionnalités suivantes:
la capacité de contrôler jusqu'à six coordonnées;
Importation directe des fichiers DXF, BMP, JPG et HPLL à l'aide du logiciel intégré Lazycam;
Visualisation graphique en trois dimensions du programme de gestion des codes G;
Création d'un programme de gestion des codes G dans le logiciel de Lazycam ou l'assistant ("Masters");
la capacité de reconfigurer complètement l'interface;
créer des codes M personnalisés et des macros basés sur des scripts VB;
Contrôle de la fréquence de rotation de la broche;
Contrôle de relais multi-niveaux;
Application des générateurs de pouls manuels (MPG);
fenêtre de surveillance vidéo pour le processus de travail;
Compatibilité à l'écran tactile (écran tactile);
Interface à écran complet.
Interface de programme Mach3 Description
Fenêtre d'exécution du programme (exécution du programme)
La fenêtre principale de la collaboration avec le programme dans le mode de gestion du programme (exécution du programme).
Boutons de sélection du mode de fonctionnement
À l'aide des données des boutons, les modes de fonctionnement Windows sont commutés: exécution du programme, MDI (entrée de données manuelle), ToolPath, décalages, paramètres (paramètres), Diagnostics (Diagnostics).
Boutons de gestion de programme

Start du cycle (cycle de démarrage)
Lorsque vous appuyez sur le bouton Démarrer du cycle, le programme commence. Attention: Veuillez noter que le bouton de démarrage du cycle dans le cas général commence le mouvement et les axes de la broche. Il doit toujours être configuré pour faire fonctionner "deux touches", et si vous configurez vos propres raccourritiques, il ne doit pas fonctionner lorsque vous appuyez sur une touche.
Le programme peut être exécuté en appuyant sur le bouton Tableau d'alimentation. Le bouton de maintien d'alimentation arrêtera l'exécution du programme de contrôle, dans les meilleurs délais, mais de manière gérable, de sorte que vous puissiez exécuter le bouton de démarrage du cycle. La broche et le refroidissement resteront sur, mais si nécessaire, ils peuvent être arrêtés manuellement. Lorsque vous ne pouvez pas dépasser l'axe, changez l'outil cassé, etc. Si vous avez arrêté la broche ou le refroidissement, alors avant de continuer, vous voudrez peut-être le refuser avant de continuer. Mach3 se souvient de la position des axes lors de l'activation de l'alimentation et de les retourner avant de poursuivre l'exécution du programme.
Arrêtez-vous plus vite arrête le mouvement des axes. Cela peut entraîner une perte d'étapes (en particulier sur les axes avec des moteurs à pas) et le redémarrage peut être incorrect.
Modifier le code G (Modification du programme de gestion de code G)
Lorsque le programme de contrôle est chargé, appuyez sur le bouton Modifier le code G pour modifier le programme de contrôle, le programme Bloc-notes chargera (modifier le programme peut être modifié dans les paramètres).
Lorsque vous appuyez sur le bouton Fichier récent, une fenêtre s'ouvre dans laquelle les derniers fichiers téléchargés sont reflétés.
Cloce g-code (S aigu Gestion du programme)
Afin de fermer le programme de contrôle, appuyez sur le bouton de code G de cloce.
Charger G-Code ( Z. encore une fois le programme de gestion )
Pour télécharger le programme de contrôle, appuyez sur le bouton Charger G-Code.
Définissez la ligne suivante (installez le cadre suivant)
Comme courir d'ici, mais sans tâche préliminaire du mode ou du mouvement.
Courir d'ici (courir à partir de cet endroit)
Rembobiner
Rembobiner le programme de contrôle actuellement géré.
Bloc unique (cadre séparé)
Bouton de fixation de bloc unique avec indicateur LED. En mode bloc unique, lorsque vous appuyez sur la touche Démarrer du cycle, effectue une trame suivante du programme de contrôle, puis va en attente d'alimentation.
Bouton de fixation d'analyse inverse avec indicateur LED. Il devrait être utilisé après la prise d'alimentation ou un bloc unique, lorsque vous cliquez sur Cycle Start, le programme commence dans l'ordre inverse. Il est parfois utile de quitter l'état de la perte de l'arc lors de la découpe de plasma ou de l'outil cassé.
Bloquer le bouton de fixation Supprimer avec indicateur LED. Si le bloc Supprimer est activé, la trame de code G, qui commence par une barre oblique (/) - ne sera pas effectuée.
M1 Bouton de fixation optionnel optionnel avec indicateur LED. Si l'arrêt facultatif M1 est activé, lorsque la commande M01 ou M00 est reçue, le travail sera arrêté. Pour continuer, appuyez sur le cycle de début.
Inondation (refroidissement)
Gestion de l'écran d'affichage du programme

L'écran affiche le programme de contrôle téléchargé.
Axes Control Éléments

Ces éléments sont contrôlés par la position actuelle de l'instrument, est responsable de son positionnement et fournit des informations sur son emplacement dans le système de coordonnées sélectionné.
Coordonnées d'indication numérique (Qi)
La valeur des fenêtres de cyback est affichée dans les unités actuelles (G20 / G21) si l'option d'entrée en qi est verrouillée dans la boîte de dialogue "Menu", "Config logique). Les coordonnées du point de contrôle sont affichées ici dans le système de coordonnées sélectionné. Il s'agit généralement du système de coordonnées des corrections de fonctionnement actuelles (initiale 1 - par G54), ainsi que tous les quarts de travail du code G92. Mais il est possible de passer au reflet des coordonnées absolues - les coordonnées de la machine. Vous pouvez entrer de nouvelles valeurs directement dans les fenêtres de ces axes. Cela modifiera les corrections de travail actuelles en fournissant le point de contrôle que vous avez saisi les valeurs de coordonnées dans le système de coordonnées actuel.
Les LED brûlent avec vert lorsque la position sur les axes est basée sur la base. L'acceptation de la base de données pour chaque axe est effectuée par les boutons d'acceptation (référencé).
Coordonnées de la machine (coordonnées de la machine)
Le bouton Coordonnées de la machine appelle les coordonnées de la machine. Le voyant brûlant avertit les coordonnées absolues affichées.
Escalader
Les coefficients d'échelle pour tous les axes peuvent être définis par la commande G51 et annuler la commande G50. Si le coefficient d'échelle est introduit (différent de 1,0), il est toujours à côté de tout code G (par exemple, avec x, y, etc.). Le voyant de la balance clignote, rappelant que la balance introduite pour certains axes. La valeur du coefficient G51 est mise en évidence dans l'échelle QI et peut également être entrée dans la fenêtre QI. La valeur négative du coefficient d'échelle conduit à l'inversion de l'axe correspondant (c'est-à-dire que vous pouvez donc définir une finition miroir le long de cet axe). L'abolition de la balance effectue la commande G50 en supprimant l'échelle de 1,0 sur les axes.
Le bouton Soft Limits active les valeurs des restrictions de programme spécifiées dans le menu Config\u003e Homing / Limits.
Correction de rayon (correction du rayon)
Les axes rotatifs peuvent avoir la taille de la pièce à travailler à l'aide d'un groupe de commandes de diamètre de rotation. Cette taille est utilisée lors du calcul de la vitesse d'alimentation mixte sur tous les axes, y compris le rotatif. Le voyant indique que la valeur est différente de zéro.
Permet de travailler de manière autonome avec le programme sans communication avec la machine.
Goto z (passe au point zéro)
Appuyez sur ce bouton Goto Z pour déplacer l'outil en zéro sur tous les axes.
Boutons de l'assistant ("Masters")
Wizard de chargement (télécharger "Masters")
Lorsque vous appuyez sur la touche Wizard de chargement, une fenêtre s'ouvre dans laquelle le type "Assistant" est sélectionné pour créer un programme de contrôle.
Dernier sorcier (dernier maître)
En appuyant sur le dernier bouton Assistant ouvre le dernier type précédemment utilisé "MASTER".
Conversationnel (interactif)
Lorsque vous appuyez sur la touche conversationnelle, une fenêtre de dialogue «Master» s'ouvre pour créer un programme de gestion.

Les maîtres sont des minipogrammes intégrés qui élargissent les possibilités de Mach3 et vous permettent d'effectuer rapidement des opérations de conception de traitement de routine typiques sans utiliser d'applications spécialisées CAO / CAM. Les magiciens peuvent être créés par les utilisateurs de manière indépendante. La distribution Mach3 est incluse des assistants gratuits, programmant les opérations suivantes:
Dentaire
Ottification
Trous de forage
Échantillon de rainures et de machines à sous
Texte de gravure
Traitement des contours standard
Traitement de surface (alignement, plat inférieur)
Et beaucoup beaucoup d'autres.
Boutons de contrôle d'écran

Pour redémarrer les cycles de programme de contrôle, cliquez sur Regen Chemin.
Mode d'affichage (modes d'affichage)
Modifier des modes d'affichage sur un écran tridimensionnel.
Jog suit (suivi de voyage)
Jog suit le bouton de fixation avec le voyant LED. Afin de surveiller le mouvement de l'outil sur un écran tridimensionnel, appuyez sur le bouton JOG Suivi.
Écran tridimensionnel

L'écran affiche la trajectoire de mouvement de l'outil dans un espace tridimensionnel.
Affichage de l'information et écran de gestion des outils

L'écran affiche le nombre, le diamètre, les longueurs de l'outil et les boutons de commande. L'écran est situé à l'écran sur le bouton JOG ON / OFF avec l'indicateur LED, il est conçu pour allumer et éteindre le mouvement manuel des coordonnées.
Écran d'affichage et de contrôle d'alimentation

L'écran affiche des informations sur l'état de la charge de la fréquence d'alimentation d'alimentation et de commande, à l'aide des boutons Plus (+) et moins (-).
Écran d'affichage d'informations et gestion de la broche

L'écran affiche des informations sur l'état de la broche et contrôler la vitesse de rotation à l'aide des boutons plus (+) et moins (-). Touche CW de broche (allumez la broche à une heure. Flèche), Utilisation de ce bouton, vous pouvez activer et éteindre manuellement la broche ou utiliser le code M03.
Panneau d'affichage des informations et boutons d'information
Histoire
Lorsque vous appuyez sur le bouton Historique, l'historique des étapes exécutées dans la fenêtre Notepad s'ouvre.
Clair (nettoyage)
Pour nettoyer le statut, cliquez sur Effacer.
Code G (codes G)
En appuyant sur le bouton G-Code ouvre une fenêtre dans laquelle la table des codes G est située.
Code M (codes M)
En cliquant sur le bouton M-CODE, vous ouvrez une fenêtre dans laquelle la table M-codes est située.
Statut (statut)
Statut - La fenêtre minuscule dans laquelle les actions exécutives du programme Mach3 affichent et affichent des erreurs de programme.
Affiche le type en fonction du type de machine.
Entrée de données manuelle (MDI)
Mode MDI (entrée de données manuelle) est conçu pour la saisie de données manuelle. Cette fenêtre contient une commande limite des axes et une indication numérique des coordonnées, l'écran sur lequel le chemin de déplacement du chemin dans l'espace tridimensionnel est affiché, les écrans d'affichage et le contrôle de l'outil, de l'alimentation, de la broche, de la saisie de données manuelle. écran.
Le mode Offsets est conçu pour lier l'outil.

Lorsque vous cliquez sur le clavier de l'onglet PC, le panneau de commande s'ouvrira avec lequel il est possible de contrôler les coordonnées de la machine, les boutons de joges des coordonnées correspondantes ou par MPG (générateur manuel d'impulsions).
NATION e Vous pouvez télécharger la documentation à partir du serveur (manuels) à
Mach3 et télécharger le programme Torrent lui-même.
Divers coquilles (captures d'écran) pour Mach3 vous pouvez
Différents plugins pour Mach3vous pouvez
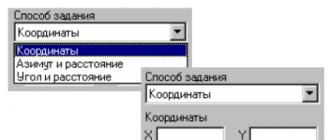
Les détails traités sur la machine CNC peuvent être considérés comme des objets géométriques. Au cours de la transformation, l'outil rotatif et la billette se déplacent par rapport à l'autre par une trajectoire. UE décrit le mouvement d'un certain point de l'instrument - son centre. La trajectoire de l'outil représente consistant en des sites de transit séparés dans l'autre. Ces zones peuvent être des lignes droites, des arches de cercles, des courbes des seconde ou des ordres supérieurs. Les points d'intersection de ces sites sont appelés support, ou nodal, points. En règle générale, il contient les coordonnées des points de référence.
Essayons d'écrire un petit programme pour traiter la rainure présentée à la Fig. 3.4. Connaître les coordonnées des points de référence, c'est facile. Nous ne considérerons pas le code de l'ensemble de l'UE en détail et vous accorderons une attention particulière aux chaînes d'écriture (cadres EP), directement responsables de la déplacement des points de référence de la rainure. Pour traiter la gorge, vous devez d'abord déplacer la couteau au point T1 et baisser la profondeur appropriée. Ensuite, vous devez déplacer la coupe séquentiellement à travers tous les points de référence et afficher l'outil UP du matériau vide. Nous trouverons les coordonnées de tous les points de référence de la groove et de la commodité, les mettre dans la table. 3.1.
Tableau 3.1. Coordonnées de points de référence Groove
| Point | Coordonner sur l'axe des x | Coordonnée de l'axe de y |
|---|---|---|
| Tol | 3 | 8 |
| T2. | 3 | 3 |
| Tz. | 7 | 3 |
| T4. | 7 | 8 |
Apportons l'outil de coupe au premier point de référence:
Les deux cadres suivants rendent l'outil descendant à la profondeur souhaitée dans le matériau de la pièce.
N60 g00 z0.5.
N70 G01 Z-L F25
Une fois que l'outil s'avère à la profondeur souhaitée (1 mm), vous pouvez le déplacer via tous les points de référence pour traiter la gorge:
N80 G01 x3 Y3
N90 g01 x7 y3
N100 G01 X7 Y8
Maintenant, vous devriez retirer un outil de la pièce de travail - augmenter à une petite hauteur:
Nous allons collecter toutes les images ensemble, ajouter quelques équipes auxiliaires et obtenir la version finale du programme:
| Cadres | Description du cadre |
|---|---|
| % | Symbole du début du programme |
| O0001 (Paz) | Numéro de programme (0001) et son nom (Paz) |
| N10 G21 G40 G49 G54 G80 G90 | Chaîne de sécurité |
| N20 M06 T01 (FREZA D1) | Tool de défi numéro 1 |
| N30 G43 H01 | Compensation de la longueur de l'outil Numéro 1 |
| N40 m03 s1000 | Inclusion de vitesse de la broche (1000 tr / min) |
| N50 g00 x3 y8 | Accéléré en mouvement sur le point de référence T1 |
| N60 g00 z0.5. | Outil de mouvement accéléré B Z0.5 |
| N70 G01 Z-L F25 | Passer à une profondeur de 1 mm sur l'alimentation de 25 mm / min |
| N80 G01 XS Y3 | Déplacer l'outil sur le point T2 (25 mm / min) |
| N90 g01 x7 y3 | Outil en mouvement sur Point T3 (25 mm / min) |
| N100 G01 X7 Y8 | Déplacer l'outil sur Point T4 (25 mm / min) |
| N110 G01 Z5. | Élevage d'outil en Z5 (25 mm / min) |
| N120 M05 | Éteindre la vitesse de la broche |
| N130 MZ0. | Achèvement du programme |
| % | Symbole de la fin du programme |